宁波钢铁有限公司
摘要:文章分析了宁钢1780轧线影响宽薄规格带钢板形的因素,通过对板形控制比对、板形模型系数调整、支撑辊辊形的调整、冷却工艺调整等方式使得宽薄规格板形质量有了一定程度的提升,宽薄规格客户异议量总体保持稳定。
关键词:热轧;板形质量;宽薄规格;冷却策略
0 前言
板形质量控制水平不仅直接关系到板带产品质量,同时也是企业的轧制技术、装备及生产管理水平的重要标志。国内外针对带钢板形控制一直是轧制领域的研究前沿和热点,尤其是宽薄规格对板形的要求更加严格。国内各热轧线根据自己装备水平的不同对板形质量的控制能力也不同,大部分均是通过板形模型实现对板形的自动控制。但是,因各轧线装备不同,板形检测及反馈控制不同,宽薄规格板形的控制能力也不仅相同。随着标准变化,对宽薄规格板形质量要求更高。
1 问题描述与分析
热轧带钢板形常见的板形缺陷有单边浪、双边浪和中间浪等。边浪为带钢边部的延伸量大于中部的现象, 中浪为带钢中部的厚度减薄量大于边部,从而引起中部的延伸量大于边部的现象。
关于热轧板形质量异议,加工及终端用户反映带钢开平后板形不良,跟踪开平工序发现,出现板形问题较为频繁的钢卷主要是宽度 ≥1500mm ,厚度规格≤3.0mm的带钢。热轧板形是板带轧制技术的热点和难点,本文以1780热轧线生产热轧带钢为例,通过对宽薄规格板形问题出现的产生原因的查找、制定措施及效果验证,有效改善了宽薄规格板形的问题。
2 研究计划要点及执行情况概述
对宽薄规格板形的控制情况进行了验证跟踪;
对板形模型进行了调整;
对支撑辊辊形进行了调整;
优化了宽薄规格的管控措施;
优化花纹辊的辊形曲线和豆型;
调整优化了宽薄规格的终轧温度和卷取温度。
3 研究内容及成果
3.1、对宽薄规格的板形进行了跟踪验证,明确了轧线板形与现场板形的对应关系,同时进行了部分调整及验证。分批次跟踪宽薄规格生产情况,现场记录生产过程,目测并记录实际板形情况。
3.1.1分批次跟踪了宽薄规格生产,对现场情况进行跟踪,安排钢卷过平整进行验证。寻找现场板形与平整前板形的对应关系。
3.1.2 在生产过程中有意识进行板形调整并安排平整进行板形的验证跟踪。经过验证跟踪发现,实际生产过程中板形变化与平整现场板形关联性不存在密切相关性,只有一般关联性。当现场表现板形平直时,平整前板形为类双边浪,当现场板形略中浪时,平整板形仍为双边浪,当现场为双边浪时,平整前板形为大双边浪。


图1 图2
如图1、图2对过平整的宽薄规格进行板形验证,同时进行测量。
3.2、完成了对宽薄规格的板形模型优化工作,通过调整板形模型参数,宽薄规格的板形质量得到了进一步提升。根据现场跟踪的实际情况,有方向的调整板形设定参数。
主要修改带钢相对凸度变化极限值
同时修正F5,F6,F7的 Flat_Min和Flat_Max值,让其区间向正向平移。

图3
通过系数变化作用弯窜变化,调整F7出口板形。

图4

图5
通过对板形模型的调整,在生产宽薄规格时,板形设定的总体效果偏中间浪设定。提高宽薄规格的板形质量。通过对宽薄规格板形验证发现在板形系数调整后宽薄规格板形有了一定程度的提高。
3.3、完成了支撑辊辊形调整及板形控制的相关试验。通过调整支撑辊辊形板形质量得到了一定程度的改善。
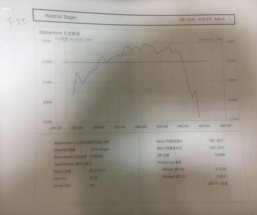
图6 图7
如图6、图7所示,根据现场板形的实际控制情况优化了支撑辊的辊形。主要是优化了支撑辊的边部倒角形状及倒角量,优化带钢断面形状曲线,提高板形质量。先行进行了F7支撑辊边部倒角的优化,经过对现场确认板形有了一定程度的改善。后续从F7推广到F5所有支撑辊边部倒角均进行优化,优化后宽薄规格板形质量进一步提升。
3.4、对相关的工艺制度进行了修正,完善宽薄规格生产的管控措施,提高了板形质量。
为了进一步提高宽薄规格质量,对宽薄规格生产的过程管控进行一定调整。对换规格宽薄规格前几块过平整再处理,进一步提高板形质量。减小板形质量隐患。
通过以上措施的实施,宽薄规格板形质量控制基本稳定,宽薄规格的客户异议没有因为标准的变化出现大的波动。宽薄规格板形控制基本能够满足客户的使用要求。年度浪形异议如下:

图8
因花纹板异议导致浪形异议增加较多。根据具体情况,对花纹辊的辊形、平辊的辊形曲线进行了调整。同时对花纹板的豆型进行了试验性调整。经过几个月跟踪,花纹板的板形已得到根本性改善,相关的辊形曲线,豆型均已固化。
3.5、对终轧温度及卷取温度的调整发现,降低终轧温度提高卷取温度对轧后板形影响较大。
3.5.1、调整终轧温度,检验终轧温度调整后对板形及温度差异的影响。
在生产过程中对低碳Q235B宽薄规格进行跟踪,通过凸度仪器测量带钢横断面温度曲线如下图:
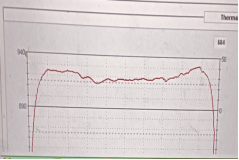

图9 图10
从图9、图10可以发现Q235B宽薄规格终轧温度两侧高点距离中部低点相差10-15℃,整体控制较稳定。
为了检验终轧温度对断面温度的影响,将终轧温度提高15℃,检测终轧温度如下:


图11图12
经过跟踪发现,断面温度控制趋势无明显变化,高低的温差基本在10-15℃范围内。
后续过平整跟踪发现板形无明显变化。


图13图14
跟踪调整后板形发现无明显变化。单独提高终轧温度15℃不能从根本上改变宽薄规格的板形质量。
3.5.2、调整卷取温度按照目标值上限进行控制,跟踪板形控制情况。在生产过程中对卷取温度进行调整,实际控制效果如下,以580℃为目标实际控制效果接近600℃,达到了试验目标。

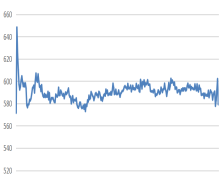
图15 图16
对试验钢卷进行进行跟踪确认


图17 图18
如图17、图18,发现卷取温度提升后板形有一定改善。
3.5.3、对终轧温度及卷取温度分别按照目标值上限进行控制,对比板形变化。经过跟踪发现,即使同时按照目标值上限控制对板形的变化影响有限。
4 结语
通过研究分析和采取改进措施,对终轧温度,冷却温度进行了调整,开平后确认存在改善效果;对板形模型系数进行了二次调整调整后改善了板形;跟踪近期宽薄规格质量异议,未因再处理调整出现大的波动;宽薄规格波浪再处理率降低约40%,完成目标值。
参考文献
[1] 镰田正诚.板带连续轧制[M].北 京:冶金工业出版社,2002.
[2] 韩雷.1580mm 热轧带钢板型控制的研究[J].河钢唐钢信息自动化部,电子世界,2017( 16).
[3] 聂玉珠,信晓兵,李秀景,等.薄规格热轧带钢板形影响因素及控制方法[J]. 金属世界,2013(06):12-14.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



