内蒙古大唐国际锡林浩特发电有限责任公司 锡林浩特 026000
摘要:某660MW超超临界机组π型锅炉在调试过程中,水平烟道延伸侧包墙与延伸侧水冷壁以及延伸侧包墙与后竖井侧包墙密封鳍片拉裂,本文从设计、制造、安装、运行等多角度分析拉裂原因。其主要由于热膨胀不均导致密封鳍片拉裂延伸至管道,采取开止裂缝和止裂孔以及增加焊缝高度等措施,消除热膨胀不均因素导致受热面拉裂的问题。
关键词:锅炉 受热面 膨胀 水冷壁 过热器
中图分类号: 文献标识码: 文章编号:
Discussion on expansion of boiler heating surface
Gao xiaolong
(Inner Mongolia Datang International Xilinhot Power Generation Co., ltd, Inner Mongolia xilinhot city, 026000,China)
Abstract:During the commissioning of PI type boiler of a 660MW ultra-supercritical unit, the sealing fins of the extended side wall and the extended side wall of the horizontal flue and the extended side wall and the back shaft side wall are cracked. The causes of the cracking are analyzed from the perspectives of design, manufacture, installation and operation. It is mainly due to the uneven thermal expansion caused by the sealing fin crack extended to the pipeline, take measures to open crack and crack hole and increase the height of the weld, so as to eliminate the problem of uneven thermal expansion factors caused by the heating surface crack.
Key words:Boiler;Heating surface;inflation;water wall;superheater
1 前言
现代大型锅炉多采用全悬吊结构形式,受热面通过各种形式连接组成一定相互位置关系的整体。尽管锅炉采用全悬吊结构方式支撑其重量,但各受热面由于材质不同,在受热的情况下膨胀系数不尽相同,从而产生各部件之间的热膨胀作用力,在无外力干预或设计无自补偿情况下会导致温度应力集中导致密封处拉裂,从而引发四管泄漏,导致机组被迫停机。
本文针对某660MW超超临界机组π型锅炉在调试期间由于设计、安装问题出现结构应力和温度应力集中,导致水平烟道延伸侧水冷壁与延伸侧包墙过热器以及水平烟道延伸侧包墙过热器与后竖井侧包墙过热器密封鳍片拉裂问题,从设计、制造、安装、运行等多角度分析,及时采取有效措施,消除受热面密封处结构应力和温度应力集中,保证机组后续顺利运行。
2设备概况
某电厂660MW超超临界机组是东锅设计高效超超临界参数变压直流本生型锅炉(DG2127/29.3-Ⅱ12型),一次再热、单炉膛、前后墙对冲燃烧方式。尾部双烟道结构,采用挡板调节再热汽温,固体排渣、全钢构架、平衡通风、全紧身封闭、全悬吊结构π型锅炉。过热蒸汽额定蒸汽温度 605℃,再热蒸汽额定蒸汽温度 623℃,机组于 2019 年12月 12日转入商业运行。
水平烟道两侧采用12Cr1MoVG材质的延伸膜式水冷壁和15CrMoG材质的延伸膜式包墙过热器相结合,底部采用全膜式水冷壁,顶部为顶棚过热器,四侧受热面形成封闭的水平烟道结构,外部用刚性梁进行加固。另外,水平烟道延伸膜式包墙过热器与后竖井侧墙过热器直接进行密封焊接,连接处用厚度为6mm的15CrMo板材进行密封。水平烟道与后竖井侧墙布置如图1所示:
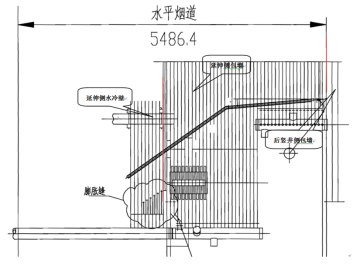
图1:水平烟道及后竖井侧墙布置图
3受热面拉裂异常分析
3.1水平烟道延伸水冷壁与包墙受热面过热器异常拉裂分析:
按照设计水平烟道侧水冷壁12Cr1MoVG,设计温度477℃,单位膨胀量6.595mm/m,水冷壁总高L=12.7706m;水平烟道侧包墙15CrMoG,设计温度460℃,单位膨胀量6.107mm/m,侧包墙总高L=13.8952m。
水冷壁在BMCR工况时向下热膨胀约△L=84.858mm;
过热器在BMCR工况时向下热膨胀约△L=84.222mm。
表1:常用材料的弹性模量表
序号 | 材料名称 | 温度 | |||||
20℃ | 100℃ | 200℃ | 300℃ | 400℃ | 500℃ | ||
弹性模量(Gpa) | |||||||
1 | 12Cr1MoV | 214 | 211 | 206 | 195 | 187 | 179 |
2 | 15CrMo | 212 | 210 | 204 | 197 | 187 | 177 |
由于管道的热膨胀如果因两端固定而受到限制无法伸长时,管壁就会产生巨大的内应力。
内应力计算公式为:
σ=E*α*△t=E*ε(式1-1)
 式中σ—热胀内应力,Mpa
式中σ—热胀内应力,Mpa
E—管道的弹性模量
ε—管道的相对变形(ε=△L/L)
α—管道的线膨胀系数
查表1得E水=1.8*105Mpa,E过=1.81*105Mpa;
ε水=0.006645,ε过=0.00606
σ水= E水*ε水=1.8*105*0.006645=1.196*103Mpa
σ过= E过*ε过=1.81*105*0.00606=1.096*103Mpa
σ水-σ过=△σ=100Mpa
受热面两侧的内应力:△σ=100Mpa。由此可见,两侧鳍片焊接焊缝承受的拉应力小于两侧内应力时,管子就有被拉裂的可能,如图2所示。
3.2水平烟道延伸包过热器墙与后竖井侧包墙过热器异常拉裂分析:
按照设计水平烟道侧包墙总高L=14.25m;后竖井侧包墙总高L=23.8m,宽度D=15.951m。两处受热面管道材质均为15CrMoG,单位膨胀量6.107mm/m。
锅炉整体设计前后膨胀中心“0”位在水平烟道侧墙向炉前3.537m处,所以膨胀中心线包括水平烟道侧墙的膨胀总体往炉后走向,导致后竖井侧包墙过热器上半部分的受热面向后膨胀需要叠加水平烟道侧墙向后膨胀的位移量,形成向炉后方向连续热膨胀位移。同时后竖井侧包墙过热器下半部分无水平烟道向后膨胀的推力,可以向前进行微膨胀。导致后竖井上、下部分向炉后热膨胀位移值出现偏差,在水平烟道延伸侧包墙过热器和后竖井侧包墙过热器的连接位置上部密封鳍片终止线处会出现拉应力,下部密封鳍片终止线处会出现压应力。
另外,锅炉采用全悬吊结构,运行时整体向下膨胀。水平烟道处烟气流速快热量集中导致水平烟道侧墙向下膨胀的变化速率较快,但受到水平烟道底部水冷壁刚性梁和出口集箱及连接管道的约束,导致向下延伸阻力变大。然而后竖井侧包墙过热器为连续受热面,运行时热膨胀连续向下,烟气流速缓慢,向下膨胀速率较为均匀。从而导致在水平烟道延伸包墙过热器和后竖井侧包墙过热器下部密封鳍片终止线连接处出现向下的拉应力不均情况。
锅炉在长时间连续深度调峰或升降负荷过快时,连接部位会出现反复拉扯形成交变应力,长时间会导致金属疲劳在角部或有凹槽处出现裂纹并延伸至母材,引起受热面管蒸汽泄漏,导致机组被迫停机。
4采取的主要措施
防止水平烟道延伸侧包墙过热器与延伸侧水冷壁以及水平烟道延伸包过热器墙与后竖井侧包墙过热器连接处的密封鳍片拉裂,主要考虑克服由热膨胀产生的结构应力和温度应力,根据现场实践,可采取以下几种措施进行避免。
4.1在水平烟道延伸水冷壁和延伸包墙过热器以及与后竖井侧包墙相邻管道焊接密封鳍片方面特别注意,对焊接工艺应严格要求,同时对现场密封鳍片终止线处要求圆滑过渡处理,严禁有沟槽、凸起以及毛刺等缺陷,避免出现应力集中点。圆滑过渡时必须用内磨头进行打磨,必要时用砂纸抛光,最后进行探伤检查。如图3所示。

注:此处焊后应打磨圆弧过渡且不能有凹槽
图3:密封鳍片末端处理图
4.2可以在水平烟道延伸水冷壁和延伸包墙过热器以及与后竖井侧包墙过热器相邻管道焊接密封鳍片处设置膨胀缝,即在启动停炉过程中温差最大的位置处增设膨胀缝,达到释放应力的效果,避免应力集中产生破坏。
4.3通过计算可以在水平烟道延伸水冷壁和延伸包墙过热器以及与后竖井侧包墙过热器相邻管道焊接密封鳍片外侧再增设一道密封鳍片,避开刚性梁张力板位置,进行分段焊接,通过增大密封鳍片与管道接触面积来抵消由于热膨胀差出现拉应力。
4.4不影响炉内密封时,可在水平烟道延伸水冷壁和延伸包墙过热器以及与后竖井侧包墙过热器相邻管道焊接密封鳍片底部中间开300mm-400mm膨胀缝,距离水平烟道底部水冷壁>100mm。并在顶部开止裂孔,止裂孔需机械钻孔,并确保开孔圆滑无沟槽、凸起以及毛刺等缺陷,避免产生应力集中点。
4.5锅炉运行控制措施:一方面,从锅炉运行上,要求避免燃烧不稳引起的锅炉呼吸产生炉墙振动;另一方面,在锅炉启动初期,加强锅炉监测,严格控制锅炉升温速率,避免产生温差。温差不允许超出设计值,特别是水平烟道侧水冷壁与水平烟道侧包墙过热器的温差, 两管道之间温度偏差不大于50℃,避免温差过大而导致整体应力水平增大情况的发生。
4.6结合停机检修期在水平烟道延伸水冷壁和延伸包墙过热器相邻的两根受热面管道上增加壁温测点,在运行中监控两受热面管间的温差,随时进行燃烧调整。
4.7停机时严格执行规程要求,控制降温速率。严禁检修抢工期进行强制通风冷却,按照闷炉72小时后自然通风冷却24小时。
5运行观察
5.1锅炉启动初期运行人员严格控制温升速率,避免系统升温速率过快受热面间温度偏差过大,导致管道间热应力差增大。
5.2检修期间将此位置列入逢停必查项,对焊缝进行宏观检查,必要时进行着色探伤。
6结束语
随着火力发电厂机组参数不断提高,机组参与调峰频繁,受热面的膨胀速率增大,锅炉膨胀设计尤为重要。从超超临界锅炉膨胀系统设计进行入手,尤其是系统分界线、受热面密封盒以及拐点角部设置等位置结构分析,消除热膨胀引起的内应力差,它将使锅炉膨胀规律化,以便采取密封措施。改变以往锅炉因膨胀受阻而引起四管泄漏导致机组非停,实现了锅炉运行中膨胀均匀不受阻的特点,达到技术规范要求,为机组的安全运行提供了良好的保障。
参考文献
[1]杨兴元.锅炉受热面膨胀问题浅析
[2]何恩海、李应华. 进口大型锅炉膨胀中心及其膨胀规律

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号