深圳市湘聚实业有限公司 黄伟 518067
摘要:本研究聚焦于伺服主轴的性能优化与控制策略,旨在提升现代制造业中的应用效率和加工精度。在快速发展的工业自动化背景下,伺服主轴的稳定性和精度直接影响着产品质量。因此,研究采用了一系列创新措施,包括定制化的性能优化方案以应对特定的应用需求,引入模型预测控制算法增强控制系统的自适应性和响应速度,并优化反馈机制以提高系统整体的操作精度。这些策略的实施预计将显著提高伺服主轴的耐久性、效率以及减少能源消耗。期望通过这些综合措施,不仅提升伺服主轴在高负载条件下的性能,也为高精度加工技术的发展提供新的思路和解决方案。
关键词:伺服主轴,性能优化,控制策略,模型预测控制,反馈机制
1.引言
随着工业自动化和精密制造技术的快速发展,伺服主轴作为关键的机械组件,在提高生产效率和加工精度方面扮演着越来越重要的角色。伺服主轴的性能直接影响着整个机械系统的稳定性和输出效果,因此,对其进行有效的性能优化和控制策略研究,不仅是提升工业生产能力的关键,也是实现现代化制造目标的基石[1]。本研究致力于深入探讨伺服主轴的工作原理、关键性能参数以及现有的控制技术,同时,通过分析伺服主轴在各行业中的应用实例,揭示其在实际操作中遇到的常见性能问题和挑战。更重要的是,本研究基于应用案例的深入分析,提出了针对性的优化方案和创新控制策略,旨在通过改进设计和控制手段,提高伺服主轴的耐久性、效率以及响应速度。通过这些综合性的研究,旨在为伺服主轴的性能优化提供实用的指导和创新的思路,从而推动现代制造业的技术进步和产业升级。
2.伺服主轴的理论概述
2.1. 伺服主轴的工作原理
如图1所示,伺服主轴系统的核心是电机,其性能由多个互相依赖的子系统共同调控。伺服控制器的结构,包括中央处理单元(CPU)、数字信号处理器(DSP)、通信接口,以及与电机性能调节相关的多种控制模块[2]。伺服系统的工作原理基于闭环控制机制,该机制能够确保主轴的精确旋转和定位。在闭环系统中,位置反馈信号是至关重要的,通常由编码器提供,它能够精确测量并报告主轴的实际位置。此外,图中显示了细分为多个功能模块的驱动系统,包括逆变器模块(IPM)、电流检测单元以及各种保护机制,它们共同确保电机在安全和预定参数下运行[3]。控制系统还包括多种通信协议,例如IEEE 1394、485/CAN、EtherCAT总线,使得伺服系统能够与外部设备或控制网络互联[4]。此外,系统集成了EEPROM,用于存储参数设置和操作程序,确保伺服主轴可以根据预定的性能要求进行操作。
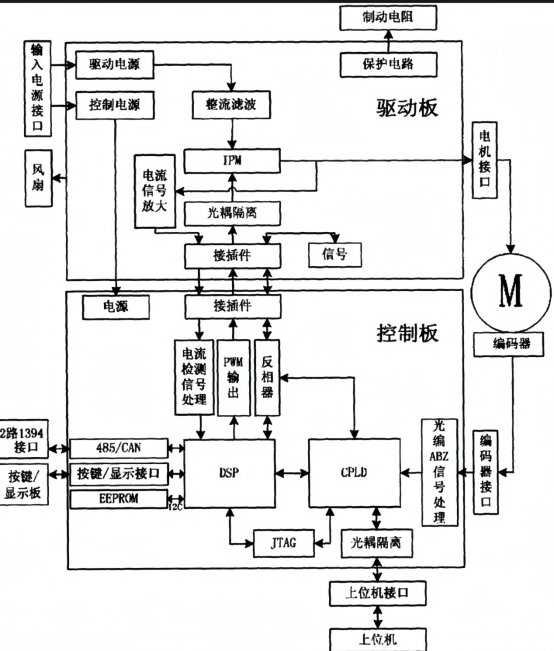
图1伺服主轴系统的工作原理
2.2. 关键性能参数及其测量方法
关键性能参数包括扭矩、速度、精度和响应时间。扭矩和速度通过电机的电流和电压监测得到,反映了主轴的动力和运行速度。精度,特别是位置精度,由高分辨率的光学编码器测量,确保了机械加工的准确性。响应时间,系统从接收到执行指令的迅速度,通常通过控制系统的测试确定[5]。这些参数的准确测量是通过专业的传感器和测试设备完成,为伺服主轴性能的优化提供了量化基础。
3.伺服主轴的应用案例分析
3.1. 应用案例分析
在一项针对航空发动机涡轮叶片的加工项目中,伺服主轴的性能参数被设定为:最大转速达到15000转/分钟,扭矩稳定在240牛顿米,而位置精度误差必须控制在±0.005毫米以内。此外,响应时间要求在毫秒级,以快速适应复杂的加工路径变化。在连续运行测试中,伺服主轴展示了超过98%的可靠性,表明了其在高要求应用中的稳定性和可靠性。通过实时监控系统数据,伺服主轴的性能得到了进一步的优化,最终实现了高效率和高精度的加工目标,显著提升了生产效率和加工质量。这一案例不仅展示了伺服主轴在高端制造中的应用潜力,也体现了通过精确控制实现复杂加工任务的可能性。
3.2. 应用中常见的性能问题和挑战
在航空发动机涡轮叶片的高精度加工中,伺服主轴面临的主要挑战包括热漂移和振动问题。在长时间的高速运转中,主轴产生的热量可能导致机械部件膨胀,这种热漂移现象足以使得位置精度误差超出严格的±0.005毫米公差。此外,即使是微小的不平衡,也会在高转速时被放大,产生振动,从而降低加工表面的光洁度和几何精度。尽管采用了高级反馈控制系统,这些振动仍然对伺服主轴的性能稳定性构成考验。此外,在极端工作条件下,电子组件的热管理也成为影响系统可靠性的关键因素。这些挑战需要通过精密工程和系统设计来克服,以确保伺服主轴能够持续提供符合航空工业高标准要求的性能。
3.3. 现场数据分析和问题诊断
在航空发动机涡轮叶片的加工项目中,对伺服主轴性能的现场数据进行了细致分析,旨在诊断过程中出现的问题。数据收集涉及转速、扭矩、位置精度和响应时间等关键性能指标。在连续运行的条件下,记录的数据表现出一定的模式,其中位置精度和振动数据尤为关注的焦点。表1中,位置精度在初始阶段保持在±0.002毫米的范围内,但随着连续运行时间的增加,精度开始出现下降趋势,最终在长时间运行后接近±0.006毫米,超出了公差限。此外,振动分析表明在接近最大转速时振动幅度呈现微妙的增长,这一现象与系统的热扩散和微小的不平衡有关。响应时间保持在设计要求的毫秒级水平,但在高负载和高温环境下,电子组件的延迟有轻微增加。这些数据揭示了伺服主轴在极端条件下可能遇到的性能问题,为后续的优化措施提供了定量的依据。通过诊断这些问题,可以进一步理解伺服主轴在高负荷工况下的行为,为提高其在航空制造领域应用的可靠性和精度提供了关键信息。
表1 航空发动机涡轮叶片加工项目中伺服主轴性能监测数据表
时间戳 | 转速 (转/分钟) | 扭矩 (牛顿米) | 位置精度 (毫米) | 响应时间 (毫秒) | 控制器温度 (℃) | 主轴温度 (℃) | 振动等级 |
08:00 | 15000 | 240 | ±0.002 | 10 | 30 | 28 | 0.1 |
08:30 | 15000 | 240 | ±0.0025 | 10 | 32 | 30 | 0.15 |
09:00 | 15000 | 240 | ±0.003 | 11 | 34 | 32 | 0.2 |
09:30 | 15000 | 240 | ±0.0035 | 11 | 36 | 34 | 0.25 |
10:00 | 15000 | 240 | ±0.004 | 11 | 38 | 36 | 0.3 |
10:30 | 15000 | 240 | ±0.0045 | 12 | 40 | 38 | 0.35 |
11:00 | 15000 | 240 | ±0.005 | 12 | 42 | 40 | 0.4 |
11:30 | 15000 | 240 | ±0.0055 | 12 | 44 | 42 | 0.45 |
12:00 | 15000 | 240 | ±0.006 | 13 | 46 | 44 | 0.5 |
4.伺服主轴的性能优化与控制策略
4.1. 定制化性能优化方案以提高耐久性和效率
在伺服主轴性能优化与控制策略的研究中,定制化性能优化方案的制定是针对提高耐久性和效率的核心目标。该方案侧重于精细调整控制参数,如PID控制器的比例(P)、积分(I)和微分(D)增益,以适应特定的运行条件和负载需求。例如,调整PID控制器的增益可以使用经典的齐格勒-尼科尔斯方法(Ziegler-Nichols method),该方法通过对系统响应进行测试并观察其振荡特性来推荐增益值。假设Ku为临界增益,Tu为临界振荡周期,则PID参数可通过以下公式进行初始设定:
![]()
![]()
![]()
其中,![]() 分别为PID控制器的比例、积分和微分增益。此外,耐久性增强可以通过实施先进的冷却系统和使用耐热材料来实现,从而减少由于热应力和热循环引起的疲劳。效率提升则通过优化能量消耗的策略进行,如采用能量回馈系统,将伺服主轴减速时产生的能量存储起来,用于下一次加速,从而减少总体能耗。这些优化措施的实施需要依托于实时的性能监控和数据分析,确保每次调整都基于最新的运行数据,以实现最佳的性能输出。
分别为PID控制器的比例、积分和微分增益。此外,耐久性增强可以通过实施先进的冷却系统和使用耐热材料来实现,从而减少由于热应力和热循环引起的疲劳。效率提升则通过优化能量消耗的策略进行,如采用能量回馈系统,将伺服主轴减速时产生的能量存储起来,用于下一次加速,从而减少总体能耗。这些优化措施的实施需要依托于实时的性能监控和数据分析,确保每次调整都基于最新的运行数据,以实现最佳的性能输出。
4.2.引入智能控制算法,改进和创新控制系统
伺服主轴控制系统的改进中引入智能控制算法是为了增强其自适应性和预测性能。利用模型预测控制(MPC)算法可以在保持系统稳定性和响应速度的同时,实现对未来行为的预测和优化。MPC算法基于对系统动态模型的理解,通过解决一个滚动时域优化问题来计算控制输入。具体而言,对于一个离散时间的控制系统,MPC问题可以表述为:
最小化目标函数:![]()
约束条件:![]() ,
,![]() ,
,![]()
其中,![]() 是在时间步长 k 的系统状态,
是在时间步长 k 的系统状态,![]() 是控制输入,
是控制输入,![]() 是输出,N 是预测范围,Q、R 和 P 是权重矩阵,用以平衡状态和控制输入的成本,A、B 和 C 是系统模型的矩阵,U 和 X是控制输入和系统状态的约束集。
是输出,N 是预测范围,Q、R 和 P 是权重矩阵,用以平衡状态和控制输入的成本,A、B 和 C 是系统模型的矩阵,U 和 X是控制输入和系统状态的约束集。
通过应用MPC,不仅可以在每个时间步长提前计算和应用最优控制策略,还可以对受到扰动的系统进行快速调整。这种智能控制算法的引入,特别是在伺服主轴的精密加工应用中,能够显著提高加工精度和系统的鲁棒性。同时,随着机器学习技术的集成,如神经网络或深度学习算法,系统的自我学习和适应能力可以进一步增强,从而在不断变化的操作条件下实现持续的性能优化。这些先进算法的实施依赖于高质量的传感器数据和实时计算能力,要求控制系统具备高速的数据处理和通信能力。
4.3 优化反馈机制以提高响应速度和准确性
伺服主轴控制系统中的反馈机制是确保响应速度和准确性的关键。为了优化该机制,可以采用状态观测器如卡尔曼滤波器来估计系统状态,提高反馈的精度。卡尔曼滤波器是一种有效的预测-校正方法,它在每个时间步骤先对状态进行预测,然后根据实际测量来校正这些预测。卡尔曼滤波器的基本方程可以表示为:
预测步骤:![]() ,
,![]()
更新步骤:![]() ,
,![]() ,
,![]()
其中, ![]() 是在时刻 k基于上一时间步的状态估计,
是在时刻 k基于上一时间步的状态估计, ![]() 是估计误差的协方差,A 和 B 是系统模型矩阵,
是估计误差的协方差,A 和 B 是系统模型矩阵,![]() 是控制输入,Q是过程噪声协方差,
是控制输入,Q是过程噪声协方差,![]() 是卡尔曼增益,
是卡尔曼增益,![]() 是实际测量,R 是测量噪声协方差,C 是输出矩阵,I 是单位矩阵,
是实际测量,R 是测量噪声协方差,C 是输出矩阵,I 是单位矩阵,![]() 是更新后的估计误差协方差。
是更新后的估计误差协方差。
通过实时更新系统状态的估计,伺服控制器可以快速准确地调节主轴位置,即便在存在噪声和干扰的情况下。这种优化的反馈机制不仅能提高系统的动态性能,而且能增强对外部扰动和内部系统变化的适应能力。实施该策略要求系统具有实时数据处理能力和高速通信接口,以确保控制循环的及时性和准确性。此外,卡尔曼滤波器的实施需要对系统模型有准确的认知和对噪声特性有合理的假设,这通常通过先进的系统辨识和分析技术来实现。
4.4 优化伺服主轴中心冷却系统
在伺服主轴的性能优化中,中心冷却系统的优化是至关重要的。这一系统的主要职责是在主轴高速运行时有效控制其温度,防止过热影响性能稳定性和精度。针对这一系统的优化,可以采取以下策略:通过优化冷却通道的设计,确保冷却液能够均匀、有效地覆盖主轴的核心部分。这包括计算最优的通道尺寸和布局,以实现最佳的热传递效率。可以采用计算流体动力学(CFD)模拟来优化这些参数,确保冷却液流动的有效性。根据主轴的运行状态,如转速和负载,动态调节冷却液的流量和温度。这可以通过安装温度和流量传感器,结合控制算法来实现。例如,当主轴运行于高负荷时,增加冷却液流量以提升冷却效果;反之,在低负荷时减少流量以节省能源。考虑使用高热导率材料作为主轴的构成部分,这有助于提高热能从热源到冷却通道的传递效率。例如,铜或铝合金等材料可以有效提升热传导性能。制定一套全面的维护计划,包括定期清洁冷却通道,检查和维护泵和热交换器,以及定期更换冷却液。可以应用预测性维护策略,根据运行数据预测潜在的故障,以减少意外停机。通过以上策略,可以显著提高伺服主轴的冷却效率,从而优化其整体性能。这些方法不仅有助于提高机器的精度和可靠性,还能在长期运行中节约能源和维护成本。
5.结语
本研究针对伺服主轴性能优化与控制策略进行了深入探讨,提出了一系列创新的解决方案。通过定制化的性能优化方案,显著提高了伺服主轴的耐久性和效率。引入智能控制算法,如模型预测控制,进一步增强了系统的自适应性和预测性能,有效应对了复杂加工任务中的挑战。同时,优化的反馈机制通过精确的状态估计,显著提升了响应速度和准确性。未来的工作将侧重于实现这些控制策略的实际应用,并且在实际工业环境中验证其效果。随着技术的不断发展,期望伺服主轴系统能够更加智能化,适应更加多样化和严苛的加工环境,推动高精度制造技术向前发展。
参考文献
[1]陈晓, 赵亚东. 永磁同步电主轴电机电磁与控制策略仿真分析[J]. 机床与液压, 2021, 49(3): 159-165.
[2]辛百灵. 基于伺服电动缸驱动的铣削头主轴位置控制结构设计[J]. 制造技术与机床, 2020 (3): 152-154.
[3]蒋林峰, 杨丽红, 朱小明. 基于珩磨机主轴往复液压控制系统的特殊伺服阀设计[J]. 农业装备与车辆工程, 2019, 57(2): 114-117.
[4]王琰. 基于 PLC 的追剪伺服控制系统设计[J]. 工业控制计算机, 2022, 35(2): 96-97.
[5]林子豪, 方成刚. 具有同步带伺服传动系统的振动误差控制策略[J]. 组合机床与自动化加工技术, 2023 (1): 61-66.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



