贵州航天新力科技有限公司 贵州遵义 563000
摘要:众所周知,变形铝合金的固溶处理温度远高于锻造温度,变形铝合金在热处理时对热处理炉的温度均匀性要求很高,一般要求在±5℃以内,以防止产品产生过热甚至过烧缺陷。本文对某装备用铝合金锻件的处理过程进行了分析研究,在热处理炉的温度均匀性相关问题上得出了一定的结论,以期对于相关工作人员起到借鉴作用。
关键词:铝合金;固溶处理;均温
一、序言
众所周知,变形铝合金的固溶处理温度远高于锻造温度,诸如LD5、LD10等材料的淬火温度达到500度以上,已十分接近于其晶界融化温度[1],因此,变形铝合金在热处理时对热处理炉的温度均匀性要求很高,一般要求在±5℃以内,以防止产品产生过热甚至过烧缺陷。通常,铝合金淬火设备采用流动介质加热的热处理炉,这是因为这类热处理装备具有加热速度快、温度均匀的特点。其中,硝盐炉在铝合金热处理中得到最广泛的应用,但这类炉子也有着成本高、辅助时间长等缺点,一般适应于尺寸较小、形状复杂的工件。公司承接的某装备用结构件,采用2A14铝合金锻件,其外形尺寸达2900mm,适用其尺寸要求的公司热处理炉为普通台车式空气电炉,日常用于合金钢的调质处理,其炉温均匀性为三级,仅达到±10℃度,需要采取措施以提高其炉温均匀性来满足铝合金的热处理要求。
二、分析和推导
拟使用的台车式空气电炉(编号TL05006C2),有效工作尺寸为5000×3000×1800(长×宽×高),最高使用温度为950℃,发热元件为炉膛两侧和炉底板的电阻带,采用三区控温,控温仪表为SR3型电子电位差计,热电偶为K型(镍铬—镍硅),控温精度±2℃。
对电炉按GB/T 9452-2012《热处理炉有效加热区测定方法》中周期式箱式热处理炉进行515℃均温性检测,结果如表1所列,与名义温度之差为±9℃,属于3级电炉。
 表1:炉温均温性检测结果
表1:炉温均温性检测结果
偶1 | 偶2 | 偶3 | 偶4 | 偶5 | 偶6 | 偶7 | 偶8 | 偶9 | 偶10 | 偶11 | 偶12 | |
12:30 | 515.3 | 507.8 | 523.8 | 511.8 | 517.3 | 519.2 | 508.8 | 520.5 | 518.6 | 522.4 | 513.1 | 510.2 |
12:40 | 515.4 | 507.5 | 523.5 | 511.5 | 517.5 | 519.1 | 509.3 | 520.4 | 518.9 | 522.5 | 513.8 | 509.6 |
12:50 | 515.7 | 507.6 | 523.6 | 511.3 | 517.1 | 519.0 | 509.4 | 520.3 | 518.4 | 522.7 | 514.0 | 509.9 |
13:00 | 515.6 | 508.1 | 523.6 | 511.5 | 517.3 | 519.3 | 509.3 | 520.1 | 518.6 | 523.0 | 513.9 | 510.1 |
13:10 | 515.5 | 507.3 | 523.5 | 511.4 | 516.9 | 519.4 | 509.6 | 520.8 | 518.5 | 522.8 | 513.8 | 510.3 |
13:20 | 515.2 | 507.9 | 523.1 | 511.2 | 516.5 | 519.7 | 509.6 | 520.5 | 518.3 | 522.7 | 513.6 | 509.8 |
最大偏差 | 0.5 | 0.8 | 0.7 | 0.6 | 1.0 | 0.7 | 0.8 | 0.7 | 0.6 | 0.6 | 0.9 | 0.7 |
结论(级) | I | IIIA | III | II | I | II | IIIA | IIIA | II | IIIA | I | IIIA |
工件在热处理炉中进行加热时,不同的炉型其传热的主要方式不同。传热有三种基本形式,即传导、对流和辐射,温度梯度是传热的基本条件。盐浴炉等流动介质加热的热处理炉对流传热起主要作用;空气炉中,高温炉电热体加热工件时辐射传热占有主要地位[2],同时炽热的炉气将热量传递给工作的表面是对流传热,这在低温炉中起主要作用。工件内部的均温则是一个传导传热的过程。
电炉通过控制电热元件的功率分布来满足炉温均匀性的要求,通过综合考虑炉型结构、不同部位的散热及热损失情况来决定功率分布。由于电热元件的功率与其老化程度、尺寸、绕制的形状及均匀性密切相关,因此随着设备的使用,电热元件的功率会有所变化。同时,随着电热元件的功率变化,不同部位电热元件的表面温度会不同,这将对辐射传热带来很大影响,这点对铝合金加热尤显重要。
图1所示为绝对黑体的辐射强度分布普兰克定律,在低温范围内,辐射强度较小,但随着温度升高,辐射强度急剧增加。
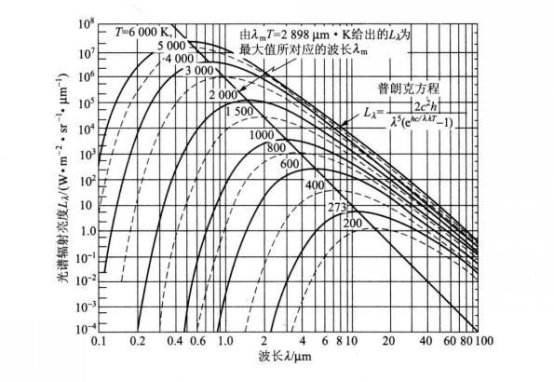 图1:绝对黑体的辐射强度分布[1]
图1:绝对黑体的辐射强度分布[1]
辐射的四次方定律(斯蒂芬-波尔茨曼定律):物体的辐射能力E=辐射系数C×(温度T/100)4,此定律表明绝对黑体的辐射能力与绝对温度的四次方成正比。显然,物体的辐射能力随着温度的升高而急剧地增长。当铝合金件表面清洁度较差时,由于局部黑度的增加会使其辐射热吸收率大幅度的增加,从而增加其局部过热的危险。
通过辐射热交换的计算可以很容易得出结论,如果在两个辐射表面之间再放置一隔板,在导来辐射系数不变的情况下,则辐射传热量就可以减少一半。这提供给我们一个思路,如果在炉内有效加热区中,在电热元件和铝合金工件中间增加隔板,不仅可以有效的减少辐射传热量,同时由于隔板本身处于有效加热区内,其表面温差很小(
±10℃),因此避免了因发热体自身温度偏差而导致的辐射传热异常增加的可能性,且可将隔板视为一均匀功率分布的发热体,处于隔板内部区域应具有比外部区域更好的均匀性(在炉温控制精度足够的情况下)。
三、试验和结果
试验用隔板采用Q235钢板焊接而成,板厚8mm,尺寸按略小于炉膛有效工作尺寸设计,分别为4900×2900×1650mm(长×宽×高),焊接为一上部开口的框体。隔板置于炉内有效工作区域内,如图2所示。

图2:隔板框放置示意图
按GB/T 9452-2012《热处理炉有效加热区测定方法》中周期式箱式热处理炉进行框内温度(515℃下)均匀性检测,检测点分布见图3。

图3:温度均匀性检测点分布
检测结果如表2所示。
 表2:炉温均温性检测结果
表2:炉温均温性检测结果
偶1 | 偶2 | 偶3 | 偶4 | 偶5 | 偶6 | 偶7 | 偶8 | 偶9 | 偶10 | 偶11 | 偶12 | |
16:30 | 513.5 | 515.1 | 517.2 | 512.8 | 516.5 | 515.6 | 514.5 | 515.1 | 517.3 | 513.8 | 516.0 | 515.2 |
16:40 | 513.7 | 515.6 | 516.8 | 512.6 | 516.2 | 515.4 | 514.6 | 515.6 | 517.1 | 513.9 | 516.4 | 514.7 |
16:50 | 513.8 | 515.3 | 516.9 | 513.1 | 516.1 | 515.0 | 514.8 | 515.9 | 517.3 | 513.2 | 516.2 | 514.9 |
17:00 | 513.3 | 515.8 | 517.0 | 513.0 | 516.3 | 515.3 | 514.2 | 515.3 | 517.4 | 513.6 | 516.7 | 515.3 |
17:10 | 513.2 | 515.4 | 517.2 | 512.9 | 516.8 | 515.4 | 514.0 | 515.4 | 517.6 | 513.4 | 516.5 | 515.0 |
17:20 | 513.5 | 515.3 | 516.7 | 512.5 | 516.9 | 514.8 | 513.8 | 515.5 | 517.2 | 513.1 | 516.1 | 515.1 |
最大偏差 | 0.6 | 0.7 | 0.5 | 0.6 | 0.8 | 0.8 | 1.0 | 0.8 | 0.5 | 0.8 | 0.7 | 0.6 |
结论(级) | I | I | I | I | I | I | I | I | I | I | I | I |
检测结果表明,框内检测区域在515℃下的温度均匀性达到±3℃以内,完全满足要求。
将工件放入隔板框中,用垫铁保证工件离底部隔板距离为100-150mm以上。工件整体处于测定的均温区域范围。
考虑到采用隔板后,工件的加热速度会变慢,为了准确保证合适的工艺保温时间,在工件上放置与工件接触的热电偶并外接电子电位差计进行温度检测,显然,与工作表面接触的外接热电偶到温,表明工件已达到热处理温度且工件已透烧[3]。
工件按工艺进行固溶时效处理后,取样检测结果表明,工件力学性能完全满足技术标准要求,金相组织为正常无过热。随后按此方法进行8炉产品处理均达到要求。
四、结论
1.采用隔板框方式,可以有效的改善框内温度均匀性,从而有效的改善了电炉的适用性,使大型铝合金工件用普通电炉处理变为可能,适用于柔性生产线的组成;
2. 在温度均匀性为±10℃的三级空气电炉有效工作区域内放置隔板框,在热处理炉控温精度足够的前提下,框内可达到±5℃二级电炉的温度均匀性。
3.采用隔板框方式加热工件进行热处理,可采用接触式热电偶测量工件表面温度,以便准确知道工件表面到温时间,以判定保温时间的的起点。
参考文献:
[1]张艳新,阿拉腾,赵磊等.天然气热处理炉温度均匀性对铝合金铸造轮毂力学性能的影响[J].金属热处理,2023,48(08):179-184.
[2]程桥.电磁能对7A04铝合金固溶及时效组织性能的影响[D].内蒙古科技大学,2022.
[3]侯玉柱.高强7A99铝合金固溶时效热处理工艺研究[D].山东大学,2021.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



