(新疆湘和新材料科技有限公司)
摘 要:针对新疆某公司钛渣电炉上料系统中存在的问题,通过分析与研究对上料系统 3#上料皮带进行改造。改变原有的上料方式,极大的解决了犁式卸料器物料刮不干净与日料仓尾仓囤积多种粉状物料等若干问题,改造取得了良好的效果。
关键词:钛渣电炉;上料系统;可逆皮带;行走小车;改造
0引言
新疆某公司拥有一套疆内首座大型密闭年产6万吨钛渣电炉生产系统,自2021年5月投入使用以来,其上料系统存在漏料、料仓利用率不足等问题,而且03#上料皮带长时间输送钛精矿与焦丁,钛精矿与焦丁相比粒度较小,导致犁式卸料器犁头刮板更长时间地与皮带接触摩擦。3#上料皮带受空间影响,平行段皮带长度较短,无法将皮带完全展开成平面,皮带截面呈槽形,造成犁式卸料器犁头刮板与皮带摩擦不均匀,皮带中心料挂不干净,两侧摩擦严重,导致上料时的钛精矿以及焦丁粉末漏料直接卸入尾仓,从而影响料仓利用率不足以及钛渣品位。通过长时间使用观察,分析和研究,认为必须对其进行改造,从根本上解决该设备所存在的问题,以满足生产的需要。
1工艺介绍
钛渣电炉生产钛渣其核心设备主要由电炉本体系统、上料配料系统、加料系统、循环水系统、电极自动升降系统、液压系统和煤气净化系统等多系统组成。其钛渣冶炼工作原理是将钛精矿与固体还原剂(无烟煤、焦丁或兰炭等)按一定的比例(配炭比)混合加入电炉中在高温下(一般在 1600-1800℃)进行还原熔炼,钛精矿中铁的氧化物被选择性地还原为金属铁,而钛的氧化物富集在炉渣中,根据比重不同经渣铁分离获得高钛渣和副产品金属铁。因需控制钛渣品位,加之使用高低品位搭配的混合矿和焦丁、兰炭混合的还原剂冶炼钛渣,所以对原料的把控以及对上料过程把握就显得尤为重要。其上料的基本工艺过程如下:启动原料除尘系统→对应料仓的犁式卸料器落下→启动上料3#皮带机→启动上料2#皮带机→启动上料1#皮带机(上还原剂时则不需要启动上料 1#皮带机)→启动对应的振动给料器。工艺流程图如下:
![]()

图 1钛渣电炉上料工艺流程图
Fig.1Feedingprocessflowchartoftitaniumslagelectricfurnace
2运行中的问题(原设计存在的问题)
钛渣电炉03#上料皮带以及犁式卸料器整体设计上存在不合理,设备故障率高,长时间运行发现犁式卸料器犁头上的橡胶刮片磨损严重,而且在很短时间内就会被损坏,进而产生漏料现象。由于03#皮带运行时不断与犁式卸料器犁头刮板直接接触摩擦,使原本寿命3年以上的橡胶输送带寿命缩短至1年;犁式卸料器的设计还给后续冶炼埋下了一个隐患,可能直接导致钛渣冶炼过程中泡沫渣的发生、顶电极行程、延长冶炼周期、炉墙维护困难以及钛渣品位难以控制等诸多影响正常冶炼问题。存在的主要问题有以下几个方面。
(1)犁式卸料器下方设置的固定托辊在犁头下落到位后,不能达到水平状态,使犁头上的刮片和输送带之间的接触面局部产生缝隙。犁式卸料器在下落到位进行卸料的过程中,小颗粒物料就会从刮片和皮带面之间的缝隙中穿过,从而产生漏料现象。
(2)犁头下落到下限位时,犁头对皮带的压力不够大,导致皮带面没有完全压紧。在实际运行的过程中,输送带经常上下轻微晃动,晃动时在刮片和皮带接触面之间也会产生缝隙,小颗粒物料同样会从该缝隙中穿过,这样会使漏料现象更加严重。

图 2犁式卸料器结构图
Fig.2Structurediagramofplow-typedischarger
![]()
(3)根据生产线的实际运行情况来看,犁式卸料器在使用过程中经常出现犁头刮板上的橡胶刮片磨损严重的问题。往往是刮片上的局部某一点开始磨损,随着犁式卸料器使用频率的增加,刮片的磨损会越来越严重。经过一段时间的生产运行,刮片上会磨损出一个比较大的缺口,一旦刮片产生缺口,并且被通过的物料不断冲刷、磨损,短时间内形成更大的漏洞。
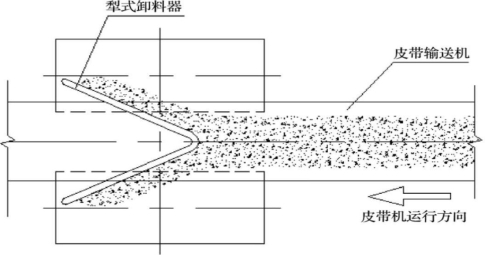
图 3犁式卸料器卸料方式图
Fig.3Unloadingmethodofplow-typedischarger
(4)漏料如果不及时发现,如此恶性循环,致使橡胶刮片不能正常使用,需要经常更换,给现场维修带来了极大的不便,也使本应在该落料点卸净的物料不能完全刮净,产生漏料现象,导致后面已经满仓的原料库容易发生溢仓事故。
(5)在决定改造之前,也研究了一个短暂的解决方法,就是尾仓先保持空仓,上料期间巡检查看上料情况,发现犁头刮板磨损引起的漏料及时更换刮片或调节电动推杆行程来处理,设备问题引起的漏料卸至4#日料仓,但是4#日料仓尾仓囤积的多种粉状,也得在下一个工艺步骤配料使用,在炉况稳定的情况下,配料至边缘加料点来维护炉墙。长时间运行以来,因边缘加料量有限,不免也多次遇到4#日料仓尾仓到达上限位的情况,遇到这种情况就得在少量配料至主加料点供电炉送电前加底料来使用消耗。如果长时间不使用,只能使
03#上料皮带输送机停止运行,这样会严重影响原料的输送。
3改进方案设计
(1)上料工艺要求
钛渣电炉日料仓排列方式为单排顺序对应1#、2#、3#和4#日料仓,依次为钛精矿、还原剂、还原剂、钛精矿料仓。因钛渣电炉的先进工艺要求连续加料连续冶炼,钛精矿、焦丁仓要上料至上限位,3个日料仓轮流卸料(现使用1#、2#、和4#,3#为备用日料仓),当某个日料仓到达下限位时,启动上料系统进行上料,日料仓位到达上限位或者要求的数量后停止上料。
(2)方案设计
通过对03#上料皮带的现场位置和运行状况的多次调查和分析研究,决定整体拆除03#上料皮带以及犁式卸料器。同时根据厂房结构和空间位置,将03#上料皮带缩短、位置加高,由于 02#上料皮带头轮下料点的位置,设计制作3#上料皮带为一台高度为2.5m、长度为11.0m、坡度为10°的爬坡皮带,现3#上料皮带架空在可逆皮带行走小车上方,如图4所示。同时在原03
#上料皮带的位置加装钢轨,加装一条长 6.0m,高 1.0m的 04#上料皮带(可逆皮带行走小车),小车驱动系统采用 4KW 变频电机、减速机和可逆驱动滚筒等驱动。打通原来皮带两侧双孔卸料
![]()
口为单孔卸料口,确保原料完全进入日料仓体内,改造皮带机头除尘防护罩。上料系统控制方面运用原犁式卸料器点位来控制可逆皮带行走小车的行走与正反转,中控系统画面加以修改。现场对行走皮带小车行走方向,南北设置限位,限位与行走皮带卸料口需保持一致,防止原料卸至料仓外。

图 4改造后钛渣电炉上料工艺流程图
Fig.4Flowchartofthefeedingprocessoftitaniumslagelectricfurnaceaftertransformation
4改进方案实施
本次改造时间为3月中修时间,中修项目包括电极系统更换护屏、煤气净化更换金属膜、渣口改造等,03#上料皮带改造同时进行。前期已将改造皮带框架、所需备件和皮带厂家联系。利用中修停产一周的时间,生产人员配合机修人员如期完成了改造目标。为不影响计划时间与生产目标,对机头除尘罩的改造,则放到生产期间上料间隙处理。
5改造效果
自2023年3月对03#上料皮带改造成可逆皮带行走小车皮带之后,改造之后的上料效果良好,可逆皮带行走小车在卸料方面,皮带上无剩余原料,卸料干净,杜绝出现钛精矿与还原剂粉末混合进入日料仓尾仓,极大的减少来对钛渣品质的影响。不用专门放空尾仓来存放漏料,不再出现日料仓尾仓溢料,提高了料仓的利用率。无犁式卸料器影响,机修可以随时在停机期间对上料系统皮带进行更换维修,也减少了更换犁式卸料器橡胶刮片的工作量。也减小了对皮带的磨损,皮带使用寿命可以达到两年以上。
6社会效益分析
(1)杜绝安全隐患,使用可逆皮带行走小车 ,巡检以及机修不用近距离观察漏料情况,杜绝皮带伤人事故的发生。
(2)减轻了机修岗位工的劳动强度 ,极大减少了维修工作量 ,除了调整皮带跑偏,机械方面 、电器方面几乎没有维修工作量。
(3)改善工作环境 ,皮带机头除尘罩、降低的下料口和平行段皮带的减少等,没有了四处飞溅的原料引起的灰尘 ,降低了皮带运行托辊等带来的噪音 ,极大地保障了的身体健康。
7结语
2O23 年 3 月改造实施后,运行至今,效果良好。而且操作简单,安全可靠,易于维护,从根本上解决了原03#上料皮带存在的问题,大大地的提高了设备运转率.为钛渣冶炼生产能力的
![]()
达产达标解决了一道难题,通过对03#上料皮带的改造,说明设备出现问题时要结合实际创新,以投资少、维修和操作简单、极易实现合理工艺要求、创造效益为准绳对设备提出改造,通过皮带改造也对其他设备改造提供了借鉴经验。
参考文献
[1]潘家祯 . 实用五金手册 . 化学工业出版社,2013.6
[2]袁黎 . 机械加工实用技术手册 . 江苏科学技术出版社,2008.10
[3]北京钢铁学院.工程力学[M].北京:高等教育出版社,1992.
[4]韦轶,宋志杰,王继世.基于DEM的犁式卸料器犁头优化设计[J].起重运输机械,2019(11):71-73.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



