中车石家庄车辆有新公司 05000
前言:
JSQ5型双层运输汽车专用车是由原南车二七车辆有限公司于2006年设计,同年制造后投入运用的运输汽车专用车。应中铁特货运输有限责任公司提出的JSQ5型车改造用于运输中型汽车需求,其中一项需要对原二层底架拆除。由于JSQ5型运输车车体的结构特性,拆除二层底架后,两侧墙16对侧柱不同程度的收缩变形,无法满足技术要求。通过前50辆改造调修经验,总结出了JSQ5型运输车侧柱间距调修工艺,有效地解决了两侧墙变形的问题,保证了侧柱间距满足技术要求,对同类车型检修改造有极大的借鉴和推广价值。
一﹑背景介绍
前期,JSQ5型运输车改造侧柱间距超限一直是个大难题,调修时间长,调修效果不理想,严重制约生产进度。通过不断地摸索总结提炼,总结出了JSQ5型运输车侧柱间距调修工艺,采用该工艺,作业流程规范化,减少了调修人员数量,节约了材料和工具的耗损,大大提高了调修效率,保证了调修质量,累计为公司创造价值达50万。该难题的解决,为JSQ5型运输车的检修改造提供了有力支撑,为公司获取更大市场订单将产生积极的影响,此工艺在生产中的广泛应用,有极大的借鉴和推广价值。
二﹑施工工艺的具体内容
1﹑调修前准备
1.1人员方面
需要2名冷作工和2名氧气工,考试合格、持证上岗,操作者按要求穿戴好劳保用品,并熟悉工艺具体实施步骤。
1.2机具方面
1)专用检测尺,1件。可伸缩的检测尺,附带尺寸刻度。
2)调修杆,多件。由方管和千斤顶焊接组成。
3)割炬,2件。长柄割炬,主要用于加热。
4)双冷却水管,1件。通过安装三通,制作专用冷却水管。
5)红外线温度检测仪,1件。用于加热及冷却过程温度监测。
2、具体实施步骤
2.1检测侧柱间距。
采用专用检测尺检测16对侧柱间距(检测位置在侧柱补强座顶端,距底架约1米),侧柱间距在2700±6mm以内,不需调修,在2700±6mm以外(一般都小于),做上标记,等待下一步调修。

图一
2.2放置调修杆。
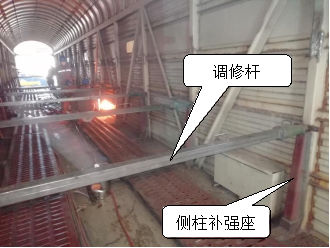 对已做标记需要调修的侧柱,将调修杆放置在侧柱补强座上侧,注意调修杆端部的侧挡朝下,紧扣侧柱补强座,防止调修过程调修杆掉落砸伤操作者。
对已做标记需要调修的侧柱,将调修杆放置在侧柱补强座上侧,注意调修杆端部的侧挡朝下,紧扣侧柱补强座,防止调修过程调修杆掉落砸伤操作者。
图二
2.3加热。
两名氧气工各站侧柱补强座一侧,手持割炬同时加热,加热位置为侧柱补强座中下部,加热形状倒三角。


图三
一名冷作工手持温度检测仪,过程实时监测温度,加热温度控制在850℃左右。

图四
2.4施力调修杆。
操作者施力千斤顶,并检测侧柱间距,调整到约2720mm,停止施力。
2.5冷却。
两人各站侧柱补强座一侧,采用双水管同时冷却两侧加热区域。冷却过程中检测温度,温度降到250℃左右,停止冷却。

图五
2.6撤调修杆。
卸去调修杆外力,撤走调修杆。
2.7自检。
采用专用检测尺复查侧柱间距。保证侧柱间距在2700±6mm范围以内。
三﹑在生产实践中的成功应用举例
侧柱间距调修工艺已经成功应用于JSQ5型运输车厂修兼改造中,在公司后续338辆订单中,采用该工艺,有效地解决了两侧墙变形的问题,保证了侧柱间距满足技术要求,大大提高了检修效率,保证了检修质量,累计为公司创造价值达50万。
四﹑结论
侧柱间距调修工艺已经在JSQ5型运输车厂修兼改造中广泛应用,并得到操作者一致认可。该调修工艺为JSQ5型运输车的检修改造提供了有力支撑,为公司获取更大市场订单将产生积极的影响,此工艺在生产中的广泛应用,有极大的借鉴和推广价值。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



