航天新力科技有限公司 遵义 563000
【摘要】本文主要探讨了异形环状分割件的机械加工方法。首先介绍了异形分割件的基本特点和加工难点。然后通过分析不同的加工工艺,总结出了最佳的加工方案。本研究采用理论分析和实际加工方案,对异形环状分割件进行了加工,并对其加工精度、表面质量等方面进行了分析。结果表明,采用合理的加工工艺可以显著提高异形环状分割件的加工质量和效率。
关键词:异形环状分割件;机械加工;加工工艺;加工质量
一、前言
异形环状分割件是一种常见的机械零件,广泛应用于核电、航空、航天、汽车等领域。由于其形状特殊,加工难度大,因此对其机械加工技术要求较高。传统的机械加工方法存在加工精度低、表面质量差等问题,难以满足异形环状分割件的加工要求。因此,本研究旨在探讨异形环状分割件的机械加工方法,寻求最佳的加工方案,以提高其加工质量和效率。
二、研究的背景和目的
异形环状分割件作为一种重要的机械零件,其加工质量直接影响到产品的性能和使用寿命。随着科技的发展和生产力水平的提高,越来越多的产品朝着异形、高精度方向发展。在这种时代背景下,对于加工工艺的特殊要求逐渐增多,这其中许多方面都是传统加工方法无法实现的。因此需要研究新的加工技术以提高异形分割件的加工质量和效率。
三、研究方法
本研究采用理论分析和实际加工结合的方法,对异性分割件的机械加工技术进行研究。首件,对异性分割件的特点和加工难点进行分析,并利用三维软件进行建模和模拟;最后通过实际加工验证所提出方法的可行性和优越性。
四、研究过程
4.1异形环状分割件的特点和加工难点


(图1)外卡环左型 (图2)外卡环右型
图示为异形环状分割件——外卡环左型、右型。其形状不规则,加工时需要处理复杂的形状和轮廓,产品精度要求高,加工后需进行整体装配。这使得加工过程需要更高的技术要求和复杂的工作路径。锻件通常为一个整环,需要去除的余量多,产品加工完成后极易因应力释放造成产品超差,导致不能顺利装配。
4.2加工方式理论研究
4.2.1对于异形环状分割件——外卡环左型、右型的加工共设想了两种加工方案:第一种为将左型、右型整体加工完成后线切割分为两件产品。该加工方式主要经过六个步骤:
(1)粗加工:去除大部分余量,初步形成异形环状分割件的基本形状和尺寸;
(2)半精加工:进一步加工异形环状分割件,但最终产品状态下留3-5mm余量;
(3)消应力处理:消除因机加而产生的应力,为后续加工提供基础,提高材料耐用性;
(4)精加工:对异形环状分割件进行精细加工,使其满足最终尺寸及表面粗糙度要求;

(图3)外卡环左、右型组合件,已到最终状态
(5)线切割:将异形环状分割件通过线切割分为左型、右型;
(6)装配:利用螺栓螺母将左型和右型进行试装配。
分析得知,该种加工方案基本能满足产品的加工要求,但在进行线切割时存在产品割开后因应力释放,两个半环胀开一定尺寸,造成内径偏大,后续装配不上。
4.2.2通过分析第一种加工方案得知,产品在线切割时会因应力释放造成产品尺寸超差,于是总结出在半精加工阶段将异形环状分割件——左型、右型线切割分开,然后进行组合加工,具体加工方式分为如下步骤:
(1)粗加工:去除大部分余量,初步形成异形环状分割件的基本形状和尺寸;
(2)半精加工:进一步加工异形环状分割件,但最终产品状态下留3-5mm余量(如图4状态);
(图4)外卡环左、右型组合件,整体仍有3-5mm余量
(3)消应力处理:消除因机加而产生的应力,为后续加工提供基础,提高材料耐用性;
(4)线切割:将异形环状分割件通过线切割分为左型、右型;
(5)钻孔:将异形环状分割件——左型、右型装配处孔加工到最终状态;
(6)装配:通过螺栓、螺母将左型和右型装配拧紧,保证外形无错边;
(7)精加工:对异形环状分割件进行精细加工,使其满足最终尺寸及表面粗糙度要求。

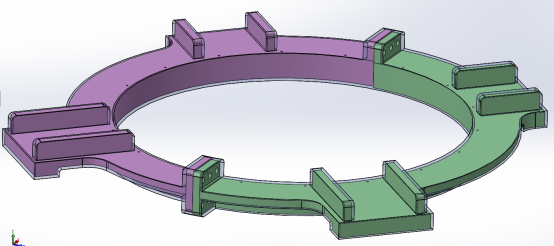
(图5)外卡环左、右型装配后整体精加工
五、加工结果及分析
通过对实际加工完成的产品检验,其表面粗糙度、尺寸精度及形位公差均满足设计要求。结果表面,采用合理的加工工艺和技术可以显著提高异性环状分割件的加工质量和效率,因此对于不同的零件应该考虑合适的加工方案。
参考文献
【1】李阳.机械制造技术基础【M】.北京:机械工业出版社,2008.
【2】李永涛.基于深度学习的机械加工过程优化研究【D】.北京:北京交通大学,2020.
【3】张丽萍.机械加工表面质量的影响因素及对称【J】.机械设计与制造,2008(5)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



