红云红河烟草(集团)有限责任公司物流中心 云南昆明 650000
摘要:当前,在卷烟厂生产过程中,大批量的原料片烟掺配,由卷烟厂制丝工段大型自动化设备完成。而定制化卷烟所需的小批量原料片烟的掺配,采用全过程人工处理方式。这就存在掺配精度难以保证、造碎损耗大、作业效率低、人工成本高、作业环境恶劣等一系列问题。为解决上述问题,本文重构了小批量原料片烟的掺配流程,设计出了针对小批量原料片烟自动化掺配系统,通过自动化设备,对来料片烟按照配方进行定量分解、烟叶定量组合装箱操作,最后达到小批量片烟精益掺配的目的。
关键词:小批量原料片烟;自动化掺配;定量分解;烟叶定量组合装箱;精益配制
1.现状和背景
当前,随着卷烟市场进一步细化,消费者对小品规、定制化卷烟产品的需求逐步加大。对于这类生产需求相对较少的定制化卷烟产品,需要在制丝前对其配方中对应的小批量原料片烟进行掺配,按相应配方比例对来料所有等级烟叶进行称重、组合、掺配、装箱,以方便后续制丝车间按批次投料量进行生产。制丝车间大型设备无法适配这类小批量原料片烟掺配。
当前,对于小批量原料片烟掺配,采用全过程人工处理的方式,存在掺配精度难以保证、造碎损耗大、作业效率低、人工成本高、作业环境恶劣、配方机密数据容易泄露等一系列问题。
2.系统层级结构
为解决上述问题,本文设计了针对小批量原料片烟自动化掺配系统。上位服务系统解析配方任务,计算出掺配方案,并根据方案生成控制任务和控制参数,并将其发给WINCC人机接口界面[1],通过工业网络下发控制任务、控制参数给现场PLC[2],PLC控制伺服驱动器、变频器[3]等驱动现场AGV、机械手(工业机器人)[4]等设备按照精益配制和调度方案的要求运行。系统层级结构如图1所示:

图1.系统层级结构
3.基本流程设计
当前人工掺配的模式,配制流程是按照配制完一批再配制下一批的顺序依次进行的。
现场管理人员根据配方和装箱方案(即装箱组合A、装箱组合B、装箱组合C、装箱组合D等等,一个装箱组合会被装入一个空纸箱中),将工人们分成多组。工人们把来料烟箱内的原料片烟定量称重分解,以各批次的装箱组合A、装箱组合B、装箱组合C等依次装入各个空烟箱,然后将本批次内的所有装箱组合合并成一个批次,掺配完一批再掺配下一批。人工掺配流程如图2所示。

图2.人工配方流程示意图
如果按照这种掺配流程来设计自动化掺配系统,需要布局和装箱组合数量相等的多条并行路径,同时需要有很大的占地面积。
在本文中,我们结合自动化设备的运行特点,通过流程优化,采用单条路径,把纵向的人工装箱顺序,改成横向的自动化装箱顺序,将不同批次的同一类装箱组合依次合并起来进行装箱并汇总。
出库时,只需从掺配完成的各个装箱组合中各取出一箱,即可合并为一个批次的配方片烟。这种设计大大减少设备数量和占地面积,减少了投资。本文设计的自动化备料配方处理顺序如图3所示。

图3.自动化配方流程示意图
和这种掺配装箱流程对应自动化掺配设备框架结构示意如图4所示,每个工位里放置同一规格的来料片烟,各个工位都具备称重功能,共同组成了定量组合装箱结构。
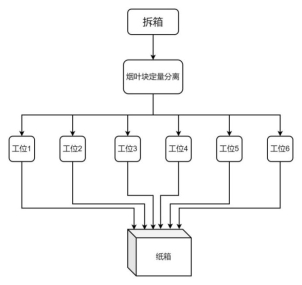
图4.自动化掺配设备框架示意图
4.烟叶精益掺配路径设计
为简化流程、提高效率和减少造碎,我们对系统做了进一步的优化,让分离后的第一部分烟叶跳过定量组合装箱装置,直接装入纸箱。
当定量组合装箱装置某个工位内剩余物料重量大于等于目标重量时,就从本工位直接定量出料装箱。反之,就补充新的物料进行定量分离,分离后的第一部分烟叶装入纸箱,剩余烟叶进入该工位,再由该工位进行定量补料。最后,在人工补充操作的位置,操作人员根据看板提示,进行烟叶多退少补操作,确保精确定量装箱。
本项目中烟叶精益配制的路径如图5所示。当定量组合装箱装置某个工位内剩余烟叶重量大于目标重量时,就只执行实线路径。当定量组合装箱装置某个工位内剩余烟叶重量小于目标重量时,实线和虚线的路径都要执行。

图5.烟叶精益掺配的路径图
最终得到的小批量原料片烟的掺配系统设备模型结构如图6所示。

图6.小批量原料片烟的掺配系统
设备模型结构图
对整个流程的各个具体环节设备运行速度进行测算,在一天8小时工作制条件下,本项目能实现出料480箱/天的产能,已大幅度超过人工掺配的效率。
5.总结
(1)本文搭建了小批量原料片烟自动化掺配系统的整体自动化框架,通过系统自动生成掺配方案,避免了人工制定方案错误和配方机密泄露的重大风险。
(2)打破传统掺配模式,通过对小批量原料片烟掺配流程的重构,让自动化系统达到了成本低、占地小、结构简单的目的。
(3)通过设计定量分离系统和组合装箱装置的运行路径,达到了保证掺配精度、简化流程、提高效率、减少造碎的精益化掺配的目的。
参考文献:
[1]西门子(中国)有限公司. 西门子SIMATIC WinCC使用指南[M]. 北京:机械工业出版社.2020:67-69.
[2]廖常初.S7-1200/1500PLC应用技术[M].北京:机械工业出版社,2021:212-219.
[3] Hakan.Gurocak.工业运动控制[M].北京:机械工业出版社,2019:3-6.
[4]杨杰忠,邹火军.工业机器人操作与编程[M].北京: 机械工业出版社,2017:21-23.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



