1. 山东中烟颐中潍坊实业有限公司 262500 ; 2.山东中烟工业有限责任公司青州卷烟厂 262500
摘要:在本次研究中,通过使用CAD绘制零件图并进行零件加工、安装调试和现场教学等措施,成功降低了滤棒表面不合格率。经过统计和分析,新负压风调整装置安装完成后操作工调整平均用时明显缩短,同时7#机组滤棒表面不合格率也从原有2.8%降低到了平均1.0%,达到了预期目标。通过本次活动,不仅提高了产品质量,还提高了生产效率,为企业的可持续发展做出了贡献。
关键词:滤棒表面;不合格率;CAD;安装调试
引言
在滤棒生产过程中,滤棒表面的不合格率一直是一个令人关注的问题。为了降低滤棒表面的不合格率,提高产品质量和生产效率,进行了深入的研究和实践。本文将详细介绍的实施策略及效果,以期为相关领域提供一些有益的参考。
1 降低滤棒表面不合格率的实施策略
1.1 使用CAD绘制零件图并进行零件加工
在设计过程中,选择了废盖板作为材料,这是基于对原装置螺丝孔尺寸的充分利用。为了确保设计的精确性和合理性,使用了CAD软件来精确绘制零件图。通过精确的尺寸和设计,确保了零件的加工质量和可靠性。
在零件加工过程中,严格遵循了CAD图纸的尺寸和精度要求。采用了先进的加工设备和工艺,确保了零件的加工质量和效率。同时,还对加工过程进行了严格的监控和管理,确保了零件的质量和可靠性。
最终,成功地利用废盖板制作出了符合要求的零件。这不仅实现了资源的再利用,降低了生产成本,还符合环保和可持续发展的要求。同时,这也证明了设计能力和加工技术的实力。
1.2 安装调试
在安装调试过程中,需要注意一些细节问题。首先,取下密封板后,需要用废盖板剪出大小两个半圆,圆心用螺钉固定在一起。内侧大半圆需要固定在墙板上,转动外侧小半圆,调整风口遮挡数量。如果漏出风口少,此处进风小,则分烟轮负压风量大;如果漏出风口多,此处进风大,则分烟轮负压风量小。
此外,还需要注意保持通风口的畅通。如果通风口被堵塞或部分堵塞,将会影响分烟轮的正常工作。因此,在安装过程中,需要确保通风口没有被任何物体阻挡或部分阻挡。
最后,还需要对安装好的设备进行测试和调整。如果发现任何问题或异常情况,需要及时进行调整或修复。只有经过严格的测试和调整,才能确保设备的正常运行和使用效果。
1.3 现场教学
现场教学是许多学习方式中的一种,其通过实际操作和演示来帮助学员理解和掌握知识。在现场教学中,学员可以直接观察和参与实际操作,从而更好地理解相关概念和技能。
在现场操作指导中,学员们将学习到一系列重要的实践技巧。其中之一是如何完全遮挡吸风口,以达到分烟轮吸风最大的效果。这一技巧需要学员们仔细观察并掌握正确的操作方法,以确保在操作过程中能够准确无误地完成遮挡。
此外,学员们还将学习到如何挡住3/4的吸风口。这一技巧需要学员们掌握一定的空间感和比例感,以确保在操作过程中能够准确地挡住吸风口,从而避免烟气进入设备内部。
最后,学员们将学习到如何挡住一半的吸风口,此时分烟轮吸风达到能调节的最小值。这一技巧需要学员们细心观察并掌握正确的操作方法,以确保在操作过程中能够准确地挡住吸风口,并达到最佳的吸风效果。
此外,现场教学还可以提供互动和讨论的机会,让学员们在一起学习,互相帮助和分享经验。教师也可以根据学员的需求和兴趣进行个性化的指导,帮助学员更好地理解和掌握相关知识和技能。
2 降低滤棒表面不合格率的实施效果
2.1 目标完成情况
按照项目阶段进度,通过对成型设备的调整改进,本次活动取得了良好的效果,完成了预期目标。
表1 统计新负压风调整装置安装完成后7#机台操作工调整时间
姓名 | 职务 | 负压风调整时间(秒) |
吕倩 | 操作工 | 15 |
马越 | 操作工 | 17 |
王克力 | 操作工 | 16 |
平均用时 | 16 | |
新负压风调整装置安装完成后操作工调整平均用时由3分34秒降为16秒,调整时间明显缩短。这一改进使得生产效率得到了显著提升。在以前,操作工需要花费大量的时间来手动调整负压风,而现在,通过使用新的负压风调整装置,他们可以在极短的时间内完成调整工作。这一改进不仅提高了工作效率,还减少了工人的劳动强度,使生产过程更加顺畅和高效。
2.2 症结解决状况
小组对7#抽检不合格滤棒各项扣分占比进行统计分析,从排列图中可以看出,因滤棒表面不合格引起的扣分不再是主要扣分项。
表2 小组对7#抽检不合格滤棒各项扣分占比统计表
扣分项目 | 吸阻 | 表面 | 圆周 | 圆度 | 硬度 | 长度 |
扣分数量(支) | 22 | 16 | 9 | 3 | 2 | 1 |
扣分占比% | 41.5 | 30.2 | 17.0 | 5.7 | 3.8 | 1.9 |

图1 小组对7#抽检不合格滤棒各项扣分占比统计图
下图是青州卷烟厂质量管理处对8月份2号到31号7#机组30天生产抽检滤棒表面不合格率数据进行的统计。
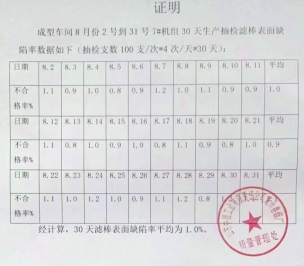
图2 8月份2号到31号7#机组30天生产抽检滤棒表面不合格率数据
小组对7#成型机8-12月平均表面不合格率进行统计分析(每月抽检30次(30支/次))
表3 7#成型机8-12月平均表面不合格率
时间 | 2022.08 | 2022.09 | 2022.10 | 2022.11 | 2022.12 | 平均 |
月平均表面不合格率(%) | 1.0 | 0.9 | 1.1 | 1.1 | 0.9 | 1.0 |

图3 7#成型机8-12月平均表面不合格率对比
从数据中可以看出,7#机组滤棒表面不合格率的降低是非常显著的。从原有的2.8%降低到了平均1.0%,这一改进达到了预期目标。这一成就的取得,离不开机组人员的努力和精细操作,同时也体现了质量控制的严格性和有效性。这一改进不仅提高了产品质量,也为企业节约了成本,提升了市场竞争力。未来,期待7#机组能够继续保持这种良好的工作状态,为企业的持续发展做出更大的贡献。
3 结束语
总而言之,通过本次活动,不仅提高了产品质量,还提高了生产效率,为企业的可持续发展做出了贡献。同时,本次活动也为企业培养了一批高素质、高技能的人才,为企业的长远发展提供了有力支持。
参考文献
[1]贾学伟,马兵杰,崔春,李天笑,高明奇,许春平.丙二醇添加量对卷烟滤棒中薄荷颗粒持香能力的影响[J].烟草科技,2023,56(11):62-69+78.
[2]喻涛,黄家安,周易文,李春华,宋卫华,谭瑞琪.开松机丝束展幅检测及开松不良滤棒剔除装置设计[J].机电工程技术,2023,52(09):257-260.
[3]邹雁.全检仪在造纸法再造烟叶爆珠滤棒检测中的应用[J].造纸技术与应用,2023,51(03):37-39.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



