中航西安飞机工业集团股份有限公司 陕西省西安市
摘要:小型活塞杆零件是某型号飞机内部重要零件,原采用焊接工艺为火焰钎焊,故障率较高,工人劳动强度大,并且存在很大安全隐患。通过对此零件进行不同参数的感应钎焊的试验,得出最佳焊接参数,提高了焊接安全性,降低了工人的劳动强度,提升了产品质量稳定性。
关键词:感应钎焊、活塞杆
引言:
某型号飞机活塞杆零件(母材为30CrMnSiA)原工艺为火焰钎焊工艺,故障率较高,工人劳动强度大,返修过程会再次对基体加热从而降低零件性能,严重影响整机交付进度与交付质量。且此方法对工人的操作技术水平要求较高,产品质量对人的依存度高,且属于明火操作,存在很大安全隐患。感应钎焊是将焊件待焊部分置于交变磁场中,通过它在交变磁场中产生的感应电流加热焊件的一种钎焊方法。为提高此零件生产效率以及合格率,开展高频感应钎焊技术来解决上述问题[1,2]。
1.焊接试验方案:
1.1试验材料:
选取活塞杆零件局部典型结构,进行试验件下料,试验件配合公差按HB5800执行,下料尺寸见图1,试料要求具体要求见表1, 根据热输入的不同共分为3组参数,为保证数据的可靠性,每组参数3件试验件。

图1 试验件示意图
表1 试料要求
序号 | 试验件与试料 | 材料牌号 | 数量 | 备注 |
1 | 1号件 | 30CrMnSiA | 9个 | 典型件 |
2 | 2号件 | 30CrMnSiA | 9个 | 插销 |
3 | 钎料 | T2 | 2米 | 钎料 |
1.2试验设备:
试验采用SP-15A高频感应加热设备,对加热电流、保温电流、加热时间、保温时间、冷却时间共5个参数进行参数验证试验,得出焊接最佳参数。焊接完成后进行目视检测、磁粉检测以及气密测试,之后进行热处理,随后再次磁粉检测以及气密测试,最终对焊缝区剖切,分析钎料流动情况。
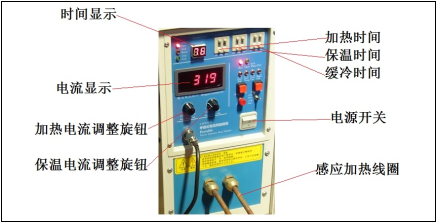
图2 SP-15A高频感应加热设备
1.3试验参数:
首先通过初步试焊得出中间热输入的参数,随后在此基础上分别对加热电流、保温电流、加热时间、保温时间、冷却时间进行改变,得出SY1、SY2、SY3的工艺参数,如下表所示。
表2 感应钎焊参数要求
序号 | 试验件编号 | 加热电流 | 保温电流 | 加热时间 | 保温时间 | 冷却时间 | 数量 |
1 | SY1 | 320A | 260A | 95s | 15s | 15s | 3 |
2 | SY2 | 310A | 250A | 90s | 10s | 10s | 3 |
3 | SY3 | 300A | 240A | 85s | 5s | 5s | 3 |
2试验结果分析
2.1剖切形貌分析
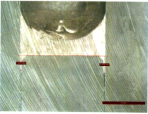
焊接完成后进行了气密试验、磁粉检查,试验结果均合格,随后将SY1、SY2、SY3试验件沿纵切面剖切,其形貌如下表,可以看出其外观形貌均发生了钎料的毛细渗透,焊缝内部致密无缺陷,从剖切形貌可知随着热输入的升高,钎焊时钎料流动更加充分,钎透深度同时也在增大,钎透深度分别为:SY1:8.5mm, SY2:7.6mm, SY3:2.0mm,由此可知不同热输入参数感应钎焊后钎透深度存在差异,但气密试验、磁粉检测试验结果均合格。从焊缝强度上分析,钎透深度越大强度越高,但过大的钎透深度可能导致钎料流入活塞杆内孔,导致活塞杆内部排气孔堵塞,因此SY2为最合适的钎透深度。得出最佳钎焊参数为:加热电流:310A,保温电流:250A,加热时间:90s,保温时间:10s,冷却时间:10s。
表3 不同参数下感应钎焊焊缝剖切形貌
编号 | SY1 | SY2 | SY3 |
深度 | 8.5 mm | 7.6 mm | 2.0mm |
剖切 形貌 |
|
|
|
2.2力学性能分析
为了进一步分析钎焊对母材力学性能的影响,对焊接前、焊接后,焊后热处理的焊接试验件进行力学性能测试,试验结果见下图,由于SY1、SY2、SY3焊接区母材性能变化较小,因此统一作分析,由下图可知,零件焊接前强度仅有690MPa,经过焊接后,强度达到970MPa,因此可知焊接过程母材也发生了组织转变,近似于一次淬火,热处理后强度达到了1280MPa,强度进一步提高,相较于火焰钎焊,这种焊接方法一次成型良好,避免了多次补焊导致母材多次淬火,导致零件产生裂纹而报废的风险。

图3 焊接区母材性能变化
3结论
本文采用感应钎焊进行小型活塞杆感应钎焊试验,对加热电流、保温电流、加热时间、保温时间、冷却时间共5个参数进行参数验证试验,得到了最佳焊接参数为加热电流:310A,保温电流:250A,加热时间:90s,保温时间:10s,冷却时间:10s。同时通过母材力学性能分析,焊接过程对母材近似于一次淬火,相较于火焰钎焊,这种焊接方法一次成型良好,避免了多次补焊导致母材多次淬火,导致零件产生裂纹而报废的风险。
参考文献
[1] 胡战明,曹兆斌,张学海.小直径管件感应钎焊焊接工艺的研究[J]. 包头职业技术学院学报,2019(01):20.
[2] 宋建岭,杨春利. 铝与异种金属电弧焊- 钎焊研究的发展现状[J]. 焊接, 2008( 6) : 6 - 9.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号