(河南中烟工业有限责任公司许昌卷烟厂461000)
摘要:随着企业对产品质量和设备性能的要求进一步提高,针对小包透明机组无透明纸自动换纸装置,影响设备有效作业率的现状,为了提高设备的自动化程度,降低操作人员的劳动强度,借鉴采用现有的技术,根据CH包装机的具体的设备现况,和透明纸受热粘接的特性,对其透明纸转换部分进行了改进,加装了一套自动拼接换纸装置,使透明纸在不停机的状态下,利用一对旋转加热器,实现了透明纸的自动拼接转换,由手动拼接改为自动拼接,由停机更换透明纸改为自动转换透明纸,提高了设备有效作业率,降低了劳动强度。
关键词: 透明纸 手动拼接 自动拼接换卷降速拼接温度设定
1.前言
GDX1、GDX2型包装机是工厂引进的包装生产的主力机型,结构紧凑,运行平稳,但是由于小包透明纸包装机没有透明纸盘卷换卷自动拼接功能,在一定程度上制约了设备有效作业率的提高,也增加了操作工的劳动强度,而随着企业对产品质量、材料消耗及设备有效作业率要求的进一步提高,希望实现GDX1-CH包装机小包透明纸的自动转换,以达到提高机组运行效率,降低材料消耗的目的,这成为一个新的研究目标。
2.存在问题
在上述人工拼接过程中,由于拼接时须停机,上下游机连接通道内烟包暂时停止输送,如果拼接操作过程稍有延误,主机就有可能因烟包通道阻塞而停机等待,影响了设备的正常运转,当CH包装机开机后,主机须重新启动,由于主机停机后再启动时因系统原因会剔除部分烟包,不但浪费了生产的时间,而且造成了原辅材料的浪费。
3.改进思路
为了减轻操作工的劳动强度,降低原辅材料的浪费,提高设备的有效作业率,根据CH包装机的设备实际情况,对拼接装置加以改进,实现透明纸盘卷换卷自动拼接,使设备在运行中,备用透明纸盘卷的拼接头加以定位,保证拼接时备用纸的位置正确,实现不停机换纸。
![]() 实现透明纸盘卷换卷自动拼接,可以借鉴B1透明纸包装机透明纸自动拼接装置的原理。B1透明纸包装机的拼接装置是一对安装有弧形加热板的拼接辊,见图3。其原理是:当需要转换透明纸盘卷时,这对拼接辊会同时相向旋转,新旧透明纸处于拼接辊中间,利用加热板将两个透明纸粘接在一起,并切断已用完的透明纸。
实现透明纸盘卷换卷自动拼接,可以借鉴B1透明纸包装机透明纸自动拼接装置的原理。B1透明纸包装机的拼接装置是一对安装有弧形加热板的拼接辊,见图3。其原理是:当需要转换透明纸盘卷时,这对拼接辊会同时相向旋转,新旧透明纸处于拼接辊中间,利用加热板将两个透明纸粘接在一起,并切断已用完的透明纸。
4. 总体方案
4.1自动拼接装置工作原理分析
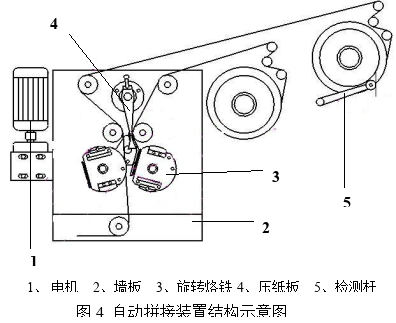
图4为自动拼接装置示意图,此装置动力源为电动机1,通过一组齿轮传动使一对旋转烙铁同时向内旋转,利用加热器将两个透明纸粘接在一起,并切断已用完的透明纸。实现不停机换纸。
在设备运行中,当检测杆5(利用CH包装机原来的检测杆和微动开关)到达设定的透明纸的余量位置时,触动微动开关,发出信号,程序控制系统接到信号后发出指令,CH包装机机开始降速。当降到设定车速后运行2至3秒 ,车速稳定后,透明纸拼接装置开始工作,两个旋转加热器3同时向内旋转1/2周,在旋转过程中粘接透明纸,同时压纸板摆动,夹住在用透明纸,粘接后用完的透明纸由锯齿形切刀切割分离,完成透明纸的拼接转换,在用透明纸切断后的纸头被压纸板4压住,防止飘落。
4.2 拼接辊拼接速度及透明纸输送速度计算
图5为拼接装置示意图,电机1的转速是2750转/分,减速器的速比是38:1,齿轮3,4,5安装在同一平面上,齿轮3的齿数是80,模数为1,齿轮4,5相同,齿数为100,模数为1。
电机1通过减速器2带动齿轮3作顺时针转动,齿轮3带动齿轮4做逆时针转动,齿轮4带动齿轮5一起做相向转动,同时带动两个拼接辊相向转动,完成拼接动作。
由以上条件可计算拼接辊的转速n为:
电机转速÷减速器速比×齿轮传动比=拼接辊的转速
代入为:n = 2750÷38×![]() ≈57.8(转/分)
≈57.8(转/分)
拼接辊设计直径d =100mm,则拼接辊拼接时线速度为:
![]() = πdn/60
= πdn/60
![]() = 3.14×100×57.8 / 60 = 302.49( mm/秒)
= 3.14×100×57.8 / 60 = 302.49( mm/秒)
透明纸每张长度为160mm,按CH包装机转速400包/分计算,透明纸的输送速度为:
![]() = 转速×单张透明纸长度 / 60
= 转速×单张透明纸长度 / 60
= 400×160/60 = 1066.67( mm/秒)
5.主要零件设计
5.1 拼接装置零件设计
墙板:根据机器此部位的尺寸,墙板外形尺寸设计为300×300×25(mm)的钢板,与机器墙板连接,作为拼接装置的安装底板。
 弧形加热板见图6:用黄铜加工的弧形加热板中间位安装烙铁芯(烙铁芯的另一半安装在拼接辊体上),作用是在旋转过程中,与另一个拼接辊上的弹性衬块一起对透明进行粘接。弧面长为38mm。
弧形加热板见图6:用黄铜加工的弧形加热板中间位安装烙铁芯(烙铁芯的另一半安装在拼接辊体上),作用是在旋转过程中,与另一个拼接辊上的弹性衬块一起对透明进行粘接。弧面长为38mm。
 5.2其他相关零件的改动
5.2其他相关零件的改动
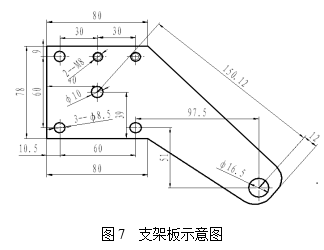
由于CH包装机空间的限制,需重新将自动拼接装进行布局,并对结构重新进行调整,因安装蜡缸的支架板影响了拼接装置的安装,为此对支架板进行了改造,见图7。
5.3电气控制系统的设计
根据以下动作顺序自行设计了电气控制部分:当检测杆到达设定透明纸余量时,触动微动开关,微动开关发出信号,设备降速,低速运行一定时间后,拼接电机启动,开始拼接动作,拼接完成后,电机停止转动,等待下一次拼接,当用透明纸拼接接头包裹的烟包运动到达包装机的剔除位置时,烟包剔除系统将其剔除,共剔除4包烟,这4包烟包括包裹拼接头的烟包、及其前、后两包烟包+辅助烟包(辅助烟包或前或后,因每次推进和剔除一次是重叠两包包装形式决定),完成烟包剔除后,机器迅速提速至原车速。至此透明纸的自动换纸工作完成。然后操作人员将用完的透明纸盘卷取下,装上新的透明纸盘卷备用。
6.安装调试
首先调整透明纸剩余量检测螺钉,见(图8),由于摆杆3上的螺钉压住微动开关2,微动开关发出信号后,设备降速运行一段时间,将原来的剩余量加大,把透明纸的剩余量调整到最经济的位置,以保证拼接时透明纸不会用尽,同时将原来的停机信号,改为降速信号。
然后对拉带供给部分(见图9)进行了调整,由于使用了涂有胶水的拉带,蜡缸2不再使用,先把蜡缸2拆掉,并将箱体内的传动链条拆除,为了便于安装拼接装置,将拉线蜡缸的上传动箱部分,换成盖板;再将滚筒6拆下。滚筒拆下后,同时将靠在滚筒上的刮胶板以及拉带加热器5一起拆除。
把支架板4和安装支架板的轴拆下,由于轴比较长,不方便以后的操作,和操作的安全,拆下后,把多余的部分去掉,仅留下安装支架板的长度,完成以后,重新安装轴和改进后的支架板。
以CH包装机透明纸固定支架墙板为基准连接自动拼接系统墙板,并保证安装的导纸辊和拼接辊与透明纸纸圈架平行,并与固定墙板垂直;
为了不影响CH包装机的其他功能,和便于今后的维修,将电气控制箱安装在机身墙板后面。外接温度控制系统,实现温度的自控;设计了独立的温控系统和手动拼接开关、实现透明纸的随时转换,方便操作。烟包剔除部分自行设计后、并入包装机与包装机联机运行,这样既不影响包装机的功能;而且能根据需要随时转换透明纸。
7.结束语
经过一年多的运行,设备运行正常,拼接效果良好,虽然是借鉴其他的拼接装置,但经过消化、吸收、改进,已经和CH包装机有机的结合在一起,在安装了透明纸自动拼接装置后,解决了GD机组在运行中,因停机进行人工手动更换透明纸盘卷而导致的主机停机、材料消耗等一系列问题,进一步提高了设备有效作业率和设备自动化程度,减轻了操作工劳动强度。
参考文献 :黄德良主编. ZB25包装机组. 北京:中国科学技术出版社.2001
GDX1包装机组立体图册
B1包装机立体图册
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



