中车唐山机车车辆有限公司
摘要:业精于勤,荒于嬉,行成于思,毁于随,车辆制作插头质关于后期行车安全,为了提供正确的制作插头理念及经验交流,平时高压制作插头规范化,标准操作等方面让大家学习,在以后打造数字化制造本篇制作插头的要点,形成标准操作法。
关键词:经验交流,确保制作插头符合质量标准要求。
1、准备工作
人要素:人员穿戴劳动保护用品:工作服、安全帽、安全鞋、作业手套。
机要素:工具:剥线刀、棘轮扳手、扭力扳手、棘轮断线钳、热风枪盒尺、斜口钳、压接钳、M13/M17/M19套筒
2、操作方法
一、高压线缆准备
1、高压线缆穿线
将线束穿入电流互感器将电缆靠近设备套管,放到适当位置固定。
2、F点标记确定
将线束拉到设备套管中心位置并用记号笔做好标记,此点定义为参考点F。

二、外绝缘层处理
1.外绝缘层尺寸确定
从F头标记处向线端方向量取400mm±2mm,做好标记。

三、屏蔽层处理
1.屏蔽层预留尺寸确定
①去除屏蔽层外的缠绕纸,从断面上量15mm用砂纸打磨光滑,在打磨位置缠绕应力胶泥。

②将屏蔽线束(分成4-6根一组)外翻,用PVC胶带分层缠绕。
四、半导体层处理
1.半导体层尺寸确定
从屏蔽根部向线缆端部量取155mm±2mm做好标记,并从标记处进行二次断线。
2.半导体层去除
①先用剥线刀去除碳布,从屏蔽根部向F点方向量取25mm用PVC胶带缠绕做标记;
②用锉刀沿标记进行环锉,再用热风枪吹热之后,用剥线刀从标记位置将半导电层剥除。
先用240K砂纸进行打磨直至光滑,再用400K砂纸进行打磨直至光滑,最后用清洁巾擦拭干净。

五、线芯绝缘层处理
从线缆端部量取60mm做好标记,并用PVC胶带做好标记;
用剥线刀从标记位置剥除绝缘层。
将线芯用PVC胶带缠绕防护。
①用剥线刀将电缆边缘切成长度为5mm的倒角;
②用砂纸将倒角打磨平滑。

六、应力锥安装
用清洁巾将线缆擦拭干净,由线缆端部向半导电层方向擦拭,避免将碳粉擦拭到绝缘层上。
2.硅脂涂抹
将硅脂涂在应力锥内表面、红色绝缘层、黑色半导电层防水胶泥上。
3.电缆配套管安装
将应力锥套在电缆上并一直滑移到标记带为止。

七、端子压接
1、线芯防护去除
将线芯上的PCV胶带移除,套上端子,调整端子位置,使端子的螺钉通孔对准设备套管的螺钉孔。
端子尾部与绝缘层之间距离为不大于10mm,线芯表面无杂物。
用电动压接钳,从接线孔位置向端子尾端依次压接4次。

八、T型头外护套安装
将电缆配套管外表面擦拭干净。
将润滑硅脂均匀的涂抹在应力锥表面和外护套内表面。
3. T型头外护套与线缆连接
调整外护套,使之与端子的接线孔接触面相垂直,推至端子接线孔与底座接线孔在一条直线上。
4.设备套管清洁
擦拭干净外护套,将润滑硅脂均匀的涂抹在设备底座的外表面和T型头外护套的内表面。
5.固定螺栓紧固
将固定螺丝插到设备底座的螺钉通孔内,用棘轮扳手预紧固,并施加35Nm扭力。
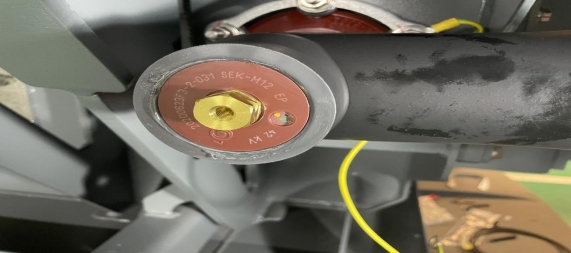
6.T型头安装
将T型头安装在设备底座上,紧固件安装完成后用棘轮扳手紧固。
在绝缘塞外表面涂抹硅脂润滑剂,并将绝缘塞安装在T型头外护套内,使用棘轮扳手预紧固。
擦拭干净橡皮帽的内表面(不要涂抹硅脂),将其用力扣紧在T型头外护套上。
九、编织地线制作
1.用绑丝将屏蔽固定,外翻的屏蔽绕成一股,用PVC胶带缠绕裹紧;
2.屏蔽预留260mm±5mm进行断线,套上黄绿热缩管进行热缩;
3.根据地线端子长度,剥开PVC胶带,套上端子进行端子压接;
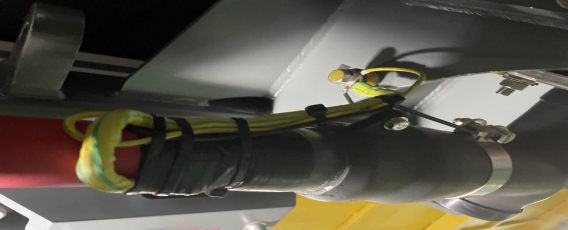
4.安装地线卡箍,卡箍边缘与T型端尾部间距100mm,紧固到位施加15N.m扭矩;
5.地线安装连接将地线和T型头外护套地线连接在设备接地点上,并用自带的紧固件预紧固;
6.将地线用扎带绑扎在T型插拔头内侧。
3、特殊说明
一、配件质量控制
1.线束表面干净,无划伤、无破损;
2.端子表面无裂痕、无锈迹;
3.应力锥内外无杂质、干净、无开裂现象;
4.T型头外护套内外无杂质、干净、无开裂现象。
二、过程检验及交付标准
1.剥线尺寸检验:
盲端制作过程中,各类剥线尺寸必须符合要求。剥线过程规范对线束不能产生损伤;
2.压接检验:
端子压接工具在定检期内,并且压接牢固;
3.打磨检验:
对线束打磨过程严格按照使用砂纸型号进行操作,并且注意清洁。
三、典型质量问题分析及预防解决措施
问题1:编制屏蔽松散
解决措施:
1.对屏蔽丝从新编制,缠绕成一股;
2.热缩管热缩时吹紧、缩实。
四、安全注意事项
危险源分析
1.劳保用品穿戴整齐,车下作业必须佩戴安全帽。
2.电气绝缘破损或接地不良、电气漏电,人体接触到设备带电部位造成触电。
3.工件放置不当坠落、倾倒造成人员物体打击。
4.操作不当、违章作业造成其他伤害等。
5.工作现场环境不良,人员滑倒或摔倒造成其他伤害。
6.除上述分析外,作业还存在其他危险源,作业前必须根据工艺文件规定及现场作业情况进行危险源识别,制定安全管控措施。
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



