中车唐山机车车辆有限公司 河北 唐山 063000
摘要:数控管路弯制工位弯制返修替换管路时,通常会测量返修管路XYZ坐标值,但是会遇到测量坐标原点与设计原点建立不一致、管路外壁干扰测量、去除首尾直线段管路造成坐标基准改变、数控编程未更改XYZ坐标值、在管路弯制后与返修管路对比才能发现错误等问题。为了解决上述问题,我们通过对返修管路YBC的测量,来确定管路弯制图纸版本及程序。能快速完成对返修管路的替换加工。
关键词:返修管路YBC测量 坐标原点
一、数控弯管流程简介
数控管路弯制工位主要负责对车下制动管路、空调冷凝管等管路进行弯制。数控操作员工会根据图纸上标注的管径选择相应的编程模板,把图纸XYZ坐标输入到机床XYZ工件程式内并点击转换按钮、转换成机床YBC工程式、锁定管路长度、添加回弹量补偿、点击机床模拟判断管路与机床或地面是否干涉、确认无误后输入图纸物料号、最后根据图纸及管路长度形成下料单。下料完成后,操作员工会核实管路管径及长度,更换机床模具,对管路进行弯制,管路弯制完成后流入下一工位。
二、管路弯制返修替换管路过程中发现的问题
动车组或其他车型车辆在厂修时,会替换由于轨道线路上石子击打等原因造成磕碰变形的管路。弯制新管路时,会遇到返修的已知管路,需要找到与其相对应的版本图纸及程序的问题。通常操作员工会核实管路的XYZ坐标,再根据管路坐标核实数控机床内储存的程序,找到所需版本图纸及程序,对管路进行弯制。但是对返修的立体管路,其XYZ坐标测量则十分困难并且不能保证其准确性。导致很难找到与现有的返修管路相对应的正确程序,致使弯制出的管路与返修管路有差异,不能满足装车要求。造成返工,耽误生产,浪费原材料的情况。
三、测量管路X,Y,Z坐标常见问题分析
1、测量坐标原点与设计原点建立不一致的问题分析
通常设计人员建立的坐标原点是在管路的中线位置,第一点坐标是X,Y,Z(0,0,0)。但是有的管路由于中间段送料短,向下旋转与机床干涉。或管路弯制过程中向下旋转与地面干涉等原因。设计人员会从管路干涉段某一点进行打断处理,将其分成两个管路进行弯制,这时对于打断后远离坐标原点的管路其坐标值第一点就不是X,Y,Z(0,0,0)。而是相对管路打断前坐标原点的某一组坐标值。
2、管路外壁干扰测量的问题分析
通常测量管路X,Y,Z坐标时用盒尺测量,测量时盒尺与管路外壁相贴合。但此时测量的坐标并不是设计给定的坐标,而是设计坐标在管路外壁方向上偏移管路半径距离得到的相对值。要想确定设计坐标值就需要不断地加减管路半径,这样对于多弯段立体管路测量时就容易出现计算误差。造成坐标测量不准确。
3、去除首尾直线段管路造成坐标基准改变的问题分析
管路上车装配时,其首尾两端的直线段管路是允许装配者去除材料的。但这样会造成返修管路坐标相对设计原点偏移,通过测量管路X,Y,Z坐标的方法,使管路弯制员工很难找到与管路对应的图纸版本及程序。
4、数控编程未更改XYZ坐标值的问题分析
数控弯制管路编程过程中,遇到管路中间段需要加长或缩短等问题,特别是在首批车样装生产中,操作员工会按工艺设计人员要求对数控弯管程序作出修改。修改程序时,操作员工如果只更改了机床的YBC参数值,而未更改X,Y,Z坐标值,就会出现测量的X,Y,Z坐标值与弯管程序对不上的情况。
5、在管路弯制后与返修管路对比才能发现错误的问题分析
由于管路X,Y,Z坐标值测量不准确,会出现近似更改的图纸版本难以确定的情况,只有等管路弯制出来与返修管路对比后才能确定其图纸是否正确。造成人力、材料的浪费。
四、通过对YBC参数值测量解决问题
针对以上所述的问题,现决定从机床的YBC参数值入手(Y、B、C分别代表管路直线段送料长度,旋转角度和弯制角度)来解决上述问题。通过测量返修管路的YBC参数值可以直观的测量出管路在机床上弯制时的状态。快速找到与返修管路相对应的版本图纸及程序。
1、解决测量坐标原点与设计原点建立不一致的问题
数控编程时,无论图纸的坐标原点如何变化,只要是一种形状的管路,在输入X,Y,Z工件程式界面输入对应的坐标值后,所转换出来的机床YBC参数值都是一样的。
2、解决管路外壁干扰测量的问题
用盒尺贴合管路外壁测量直线段送料长度Y值,用角度尺测量管路弯制角度C值的互补角,用全圆量角器测量旋转角度B值。避免XYZ测量时加减管路半径的情况,可有效避免管路外壁干扰。
3、解决去除首尾直线段管路造成坐标基准改变的问题
用测量YBC参数值的方法测量返修管路时,如果管路首尾两端的直线段管路被装配者去除,只会出现管路首尾两端的送料长度Y值不一样的情况,并不会出现管路X,Y,Z坐标相对设计原点偏移的情况。
4、解决数控编程未更改XYZ坐标值的问题
在YBC工程程式界面中直接与返修管路的YBC值做核对,可以避免操作员工只更改了机床的YBC参数值,未更改X,Y,Z坐标值,出现测量的X,Y,Z坐标值与弯管程序对不上的情况发生。
5、解决在管路弯制后与返修管路对比才能发现错误的情况的问题
由于测量YBC参数值的方法并不需要相对于管路原点测量,具有灵活测量、可避免误差积累的特点,很容易与数控弯管机床的YBC参数值相核对,并且可以通过机床的模拟功能逐步判断返修管路的形状。避免管路弯制后才发现问题的情况发生。
五、快速确定管路YBC参数值的方法
管路X,Y,Z坐标测量方法有很多缺点,但还是被使用是因为对返修管路YBC参数值比较难确定。如:测量送料长度Y值时,由于管路直线段与管路圆弧相接,很难确定管路的直线段Y值具体到哪里。测量弯制角度C值时,由于用角度尺测量的是C值的互补角,需要用180〫减去角度尺测量值,计算比较繁琐。旋转角度B值用全圆量角器测量不容易对准管路中线。为了解决上述问题,我们分别设计了管路起弯点和终弯点测量工装和激光投影全圆量角器测量工装。
管路起弯点和终弯点测量工装是根据数控弯管机在弯制管路时机床转臂弯制角度C值、弯模的弯曲半径和管路的外壁直径等参数,并根据圆的内接四边形对角互补的数学原理设计的。工装由一大三小共四条直角铝材组成。在大小两块直角铝材相应位置上,根据弯模的弯曲半径和管路的外壁直径开半圆孔。使用时铝板半圆孔与管路两直线段外壁垂直贴合,读取半圆仪角度值,此时的数值就是弯制角度C值,铝板半圆孔与管路两直线段外壁垂直贴合处就分别是管路的起弯点和终弯点。有了这两点就可以进行管路送料长度Y值的测量。
弯管模具弯曲半径与管路直径的对应关系如下图所示:
弯曲半径(mm) | 20 | 32 | 35 | 40 | 50 | 60 | 65 | 80 |
管路直径(mm) | ф6 ф8 ф10 | Ф12 | Ф15 | Ф18 | Ф15 | Ф28 | Ф22 | Ф28 |
管路起弯点和终弯点测量工装如下图所示:

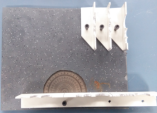
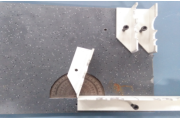
工装整体样式 铝板与管路接触部位就是 铝板之间的夹角就是弯制
管路起弯点和终弯点 角度C值
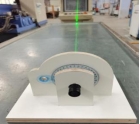
 激光投影全圆量角器测量工装是为了测量返修管路的旋转角度B值而设计的。数控弯管机弯制管路时,机床转臂弯制角度C值后,会在Y轴方向送料,然后再做B值旋转角度。由此运动方式可知,只要将后段管路C轴弯曲部位和两端直线段管路放在一个平面上就可以测量上一步旋转角度B值。工装由全圆量角器、一字线绿激光定位水平测量器、连接支架、管路支撑支架和指针组成。将全圆量角器套固在一字线绿激光定位水平测量器上并使其同轴,将水平测量器的两端穿过连接支架两同心圆孔,指针指向全圆量角器零位并保持水平。管路支撑支架根据各管路直径在前后两组支撑板上开半圆孔,定位管路。使用时通过一字线绿激光定位水平测量器绿光点状功能确定管路圆心,再用一字线绿光功能确定管路中线,水平测量器带动全圆量角器从零位转过的角度就是旋转角度B值。工装如下图所示:
激光投影全圆量角器测量工装是为了测量返修管路的旋转角度B值而设计的。数控弯管机弯制管路时,机床转臂弯制角度C值后,会在Y轴方向送料,然后再做B值旋转角度。由此运动方式可知,只要将后段管路C轴弯曲部位和两端直线段管路放在一个平面上就可以测量上一步旋转角度B值。工装由全圆量角器、一字线绿激光定位水平测量器、连接支架、管路支撑支架和指针组成。将全圆量角器套固在一字线绿激光定位水平测量器上并使其同轴,将水平测量器的两端穿过连接支架两同心圆孔,指针指向全圆量角器零位并保持水平。管路支撑支架根据各管路直径在前后两组支撑板上开半圆孔,定位管路。使用时通过一字线绿激光定位水平测量器绿光点状功能确定管路圆心,再用一字线绿光功能确定管路中线,水平测量器带动全圆量角器从零位转过的角度就是旋转角度B值。工装如下图所示:
激光投影全圆量角器 管路支撑支架
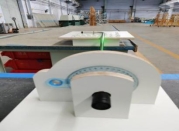

绿光点状功能确定管路中心 确定管路中线读取旋转角度B值
在实际测量返修管路时,并不需要每一个YBC参数值都测量出来,只需要看下两个或几个版本程序YBC参数值的不同之处,然后再进行测量,就可以快速找到与返修管路对应的图纸版本和程序。而测量XYZ参数值是很难看出来的,因为如果设计改动其中一个坐标点,其后面的坐标点也会发生变化。

动车受电弓程序12308 动车受电弓程序12308改
如图所示,受电弓管路12308与12308改通过对YBC参数值比较后可知,工艺设计人员只是在管路第四步直线段缩短了57mm(3468.5减3411.5求得)在第五步直线段缩短25mm(600.5减575.5求得)。实际测量时,只需要知道第四步和第五步直线段不一样就行了,并不需要计算一遍差值。这里只是为了更好的说明问题。用上述管路起弯点和终弯点测量工装确定第四弯和第五弯管路起弯点和终弯点,用盒尺量取送料Y值,与12308或12308改核对即可确定管路弯制图纸版本和程序。而比较两组程序管路XYZ参数值不难发现,不仅X轴和Z轴参数值对调,还有部分更改,Y轴参数由正值还变为负值。很难观察出工艺设计人员对管路的哪里做了修改。
六、总结
通过测量返修管路的YBC参数值取代测量机床的XYZ参数值来确定管路弯制图纸版本和程序。使操作员工能够快速准确的完成对返修管路的替换加工。降低了操作员工的劳动强度。
参考文献
[1]《动车组制动系统》胡准庆 北京交通大学出版社 2012年6月
[2]《自动检测技术》马西秦 许振中
机械工业出版社 2008年4月
[3]《机械制造技术基础》曾志新 武汉理工大学出版社 2001年2月
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



