中韩(武汉)石油化工有限公司 湖北省武汉市 430000
摘要:中韩(武汉)石油化工有限公司HDPE挤压机换筛器换网时滑柱多次出现无法归位现象,本文从液压油系统、滑杆表面聚合物结皮、限位开关故障、树脂温度不够等方面进行分析,通过对液压缸的密封性、液压油泵运转及限位开关进行全面检查,及时对换筛器换网后的滑柱进行清理并涂抹高温润滑脂,并投冷却水密封系统,提高挤压机筒体温度,更换筛网前及时关闭滑柱两端的冷却水密封系统,提高树脂温度使之处于软化状态,减小滑杆复位时的阻力等改进措施,自2019年12月投用八个月期间,均未出现换筛器换网时滑柱无法归位的频繁现象,实现了装置高负荷长周期连续生产,提高了装置的经济效益。
关键词:HDPE;挤压机;换网器;滑柱;归位
高密度聚乙烯装置是中韩(武汉)石油化工有限公司的关键装置之一,其挤压机换筛器是该装置中挤压造粒系统的主要设备,该设备的安全可靠性直接关系到整套装置的平稳运行。自2013年投产后,现场使用状况良好。2019年4月5日因换筛器压差高决定对其进行换网,正常换网时间在1个小时内完成,本次换网后出现滑柱无法归位情况。2019.12.14更换滤网时再次出现滑柱无法归位现象。本文就换筛器换网时滑柱无法回位的原因进行分析,并提出一系列的改进措施。
1挤压机换筛器换网时滑柱无法归位对生产的影响
换筛器的作用是过滤挤压机内沉积的污染物,避免出现黑点料等不合格产品 见图1,其由滑杆、机身(夹套)、液压缸、多孔板、筛网组合、筛网盖等结构组成 见图2。该设备靠液压缸带动滑杆进行移动工作的。换网器有两个滑杆,内部安装筛网,更换筛网时,一个滑杆将被移动到换网位置。另外一个配有筛网的滑杆保留在运行位置,在不间断运行的情况下,可以对丝网组合进行更换,换筛器的工作图 见图3。换网器进行换网操作时,当滑柱出来换网完成后无法归位 见图4,导致聚合单元长时间无法提高负荷严重影响了生产,并造成装置的物耗和能耗大幅度上升。

图1 不合格产品 黑粒料
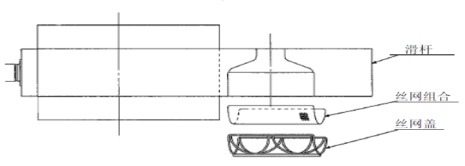
图2 换筛器的结构图

图3 换筛器的工作图
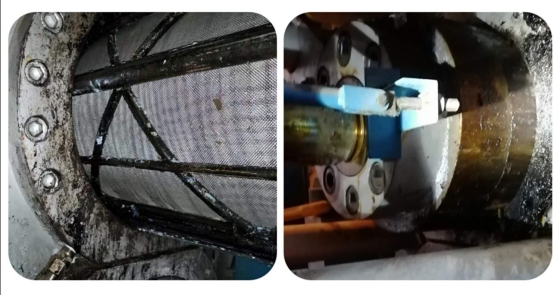
图4换筛器滑柱无法归位
2挤压机换筛器换网时滑柱无法归位的原因分析
(1)液压油系统存在问题
液压油系统未投用(泵未启动)、液压油管线或液压缸内有气体、液压缸密封不严等原因导致液压油压力不足使滑杆移动动力不足,存在致使滑柱不能归位的风险。
(2)滑杆表面聚合物过多,导致滑柱卡顿无法归位
现场检查发现换筛器未投用冷却水(密封作用,防止树脂从滑杆间隙流出为防止聚合物的泄漏),导致树脂从滑杆与机身之间的空隙流出覆盖其表面遇冷空气凝固形成树脂结皮现象 见图5,增大了滑杆移动阻力,可能导致滑柱无法归位 。
 图5 滑柱树脂结皮
图5 滑柱树脂结皮
(3)限位开关出现问题。当限位开关传感器损坏或限位“排气”孔堵塞均会影响换筛器滑柱归位
每个滑杆上装有三个位置传感器(或称限位开关)。其中两个传感器用来在换网后探测滑杆的“排气”位置 见图6,第三个传感器用来探测滑杆的“运行”位置。只有当第三个传感器检测到滑杆处于“运行”位置时,另外一个滑杆才可以被移动。而滑杆上面的排气槽,是用来排出进行更换筛网时进入滑杆内的空气。空气分两次被排出。第一次是将空气从多孔板的前面排出,第二个位置是将空气从多孔板的后面排出。所以当当限位开关传感器损坏或限位“排气”孔堵塞均可能导致换筛器滑柱无法归位。

图6 换筛器排气阀
(4)滑柱两端温度不够或挤压机筒体内温度不够导致树脂熔融不好,导致滑柱复位时卡顿,无法归位
当滑柱两端蒸汽加热温度不够或挤压机筒体温度控制太低,导致树脂熔融不好树脂较硬,阻碍更换筛网后换筛器的回位行程,可导致滑柱无法归位。
3整改措施
(1)授权维保单位对液压缸的密封性、液压油泵运转情况进行全面检查,并对液压缸进行排气操作,确保液压油系统工况正常。
(2)换筛器换网后及时对滑柱进行清理并涂抹高温润滑脂,并投用滑柱两端的冷却水密封系统,防止树脂从机身与滑杆空隙流出导致滑杆结皮现象的发生。
(3)授权维保单位对换筛器的限位开关传感器进行检查并确认限位“排气”孔未堵塞,确保限位开关运行正常。
产品牌号 | 筒体温度 | ||
PN049-030-122 | 最小值(单位:℃) | 目标值(单位:℃) | 最大值(单位:℃) |
190 | 215 | 230 | |
HD5502W | 191 | 196-216 | 296 |
PRC-100 | 220-250 | ||
(4)提高挤压机筒体温度HDPE各牌号筒体温度 见表1,保证树脂充分混炼。在更换筛网前及时关闭滑柱两端的冷却水密封系统,提高树脂温度使之处于软化状态,减小滑杆归位时的阻力。
表1 HDPE各牌号筒体温度参照表
4 效果
采取以上一系列相应的措施后,2019年12月开始投用八个月期间,中途更换过6次筛网均未出现换筛器换网时滑柱无法归位的频繁现象,实现了装置高负荷长周期连续生产,大大降低了物耗能耗。
5结论
(1)授权维保单位对液压缸的密封性、液压油泵运转情况进行全面检查,并对液压缸进行排气操作,且对换筛器的限位开关传感器进行检查并确认限位“排气”孔未堵塞,可确保液压油系统、限位开关系统工况运转正常。
(2)换筛器换网后及时对滑柱进行清理并涂抹高温润滑脂,并投冷却水密封系统,可防止树脂从机身与滑杆空隙流出导致滑杆结皮影响滑柱回位受阻。
(3)提高挤压机筒体温度,保证树脂充分混炼。在更换筛网前及时关闭滑柱两端的冷却水密封系统,提高树脂温度使之处于软化状态,减小滑杆复位时的阻力,可保证换筛工作顺利进行。
参考文献:
〔1〕HDPE挤压机操作维护手册(内部资料)
〔2〕师洪俊,毛炳权,范继宽.合成树脂及塑料技术全书【M】.北京:中国石化出版社,2006

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号