安阳卷烟厂 河南 安阳 455000
[摘要]在实际工作中,操作工进行停机保养时或结束生产后需要拆卸并清洗胶缸组件,但是操作工在安装胶缸时容易发生胶缸手柄闭合不到位的现象。设备运行过程中由于振动容易造成未闭合到位手柄的脱落,导致涂胶板与滚轮外表面距离大于0.05mm。由于胶缸到位检测采用的是微动开关,检测距离存在一定的波动范围,当胶缸组件轻微后退时,微动开关弹簧其回复量不足以触发停机,进而造成涂胶量过少甚至没有涂上胶液,导致产生条包开包、无胶点或少胶点等严重的质量隐患。针对这个现象决定对胶缸锁紧手柄增加定位检测装置,当手柄旋转到准确位置时,检测器探测到到位信号;当手柄未闭合到位或由于其他原因滑落时,检测装置发出电信号,使机器停机。
[关键词]YB65 胶缸 手柄 错位 检测
引言
ZB45型包装机组是包装硬盒卷烟的主要机型,具有包装质量好、可靠性高、生产速度快、性能稳定、易于操作和维修等优点。机组中的YB65条盒包装机在实际工作中,操作工在进行停机保养时或结束生产后都需要拆卸并清洗胶缸组件,但是在安装胶缸时,容易产生胶缸手柄闭合不到位或保养设备过程中碰撞到锁紧手柄的现象。设备运行过程中由于振动容易造成未闭合到位手柄的脱落,导致涂胶板与滚轮外表面距离大于0.05mm。由于胶缸到位检测采用的是微动开关,检测距离存在一定的波动范围,当胶缸组件轻微后退时微动开关弹簧的回复量不足以触发停机,进而造成涂胶量过少甚至没有涂上胶液,产生条包开包、无胶点等严重的质量事故。针对这个现象决定对胶缸进行防错位改进。
1 故障现象及原因分析
1.1 故障现象
生产中偶尔会出现条包上胶量过少,甚至没有胶液导致的粘贴不良开包等质量缺陷,操作工需要到仓库进行挑拣,将有质量隐患的条烟追溯回来。但在生产同一品种时四台ZB45型包装机组共用一组封箱机进行混装封箱,当产生条包粘接不牢导致的开包质量隐患时,操作工在仓库挑拣机组条烟的同时还须将其他机组生产的合格品分拣归箱。生产车间目前执行十分钟自检制度,当发现开包质量缺陷时,有可能十分钟之内生产的产品均为不合格品,按每分钟生产38条计算,需要追溯380条卷烟。并且由于封箱机混装的因素,需要对1520条卷烟进行检查和分类,这样不仅造成了原材料的巨大浪费,而且增加了操作工的劳动强度。
1.2 原因分析
正常生产时,胶缸滚轮经过刮胶板后,其表面保持着0.1mm厚的胶液,涂胶板与胶缸滚轮保持0.05mm间隙,涂胶板从胶缸滚轮上沾有0.05mm的胶液层涂于条盒纸。经调查发现,涂胶板沾胶量过少是造成条盒开包质量缺陷的原因。检查刮胶板与滚轮间隙,为0.1mm,不存在间隙变小而导致沾胶量过少的情况;检查涂胶板传动轴的平行度,不存在因涂胶板传动轴不平行于条盒纸而涂不上胶的情况;检查五个涂胶板的磨损情况,均保持完好,不存在因磨损导致涂胶板与条盒纸间距增大而涂不上胶的情况;并且胶缸胶液位置也正常。经过一系列的排查后发现五个涂胶板上均无胶液,原因是胶缸组件的定位锁紧手柄未闭合到位。胶缸定位检测器作为带有弹簧的微动开关,当手柄滑落后,胶缸组件轻微后退不会报警停机,这就导致涂胶板与滚轮表面间距大于0.05mm,涂胶板沾胶厚度低于0.05mm甚至为零,导致条盒纸上胶量过少,进而产生条盒开包质量缺陷。
2 提出措施、分析并实施
2.1 改进措施分析
为解决定位锁紧手柄闭合不到位而导致的胶缸组件轻微错位却不停机这一故障,有以下三种解决措施。
2.1.1 增加胶缸定位器灵敏度
一是调整条盒胶缸限位螺钉增加胶缸与微动开关接触的灵敏度,同时也需重新调整五个涂胶板与滚轮的间隙,避免胶缸与微动开关的接触量因设备震动不易控制。二是调整胶缸微动开关的行程,使微动开关检测到更微小的变化,但实际生产中这种调整耗时长,影响生产效率,且容易导致微动开关的损坏。
2.1.2 增大手柄的锁紧力
增加锁紧手柄旋转轴上弹簧的力度,使手柄锁紧时对胶缸组件的夹紧力增大,不会因机器振动而导致手柄滑落,但此方法容易导致手柄与胶缸接触部位的加速磨损,并且如果操作工未将锁紧手柄闭合到位,将造成胶缸轻微错位时机器依然不停机,进而导致条盒开包质量缺陷。
2.1.3 增加手柄到位检测装置
增加手柄位置检测装置,当手柄旋转到准确位置时,检测器探测到位信号;当手柄未闭合到位或由于其他原因滑落时,检测装置能够对这一微小的位置变化进行检测并发出信号,使机器停机。
综上所述,采用增加手柄到位检测装置这一措施能够解决胶缸手柄锁紧不到位而导致的胶缸组件轻微后退错位却不引发停机这一故障。
2.2 方案设计与实施
2.2.1 方案设计
由于手柄合上、脱落是径向移动,因此要在手柄位置增加一个接近开关,该接近开关位于手柄下方左端边缘,距离手柄2mm。当手柄闭合到准确位置时,该接近开关刚好检测到手柄边缘;当手柄忘合上或脱落时手柄逆时针转动,接近开关检测不到手柄,发出电信号使机器停机,确保手柄锁紧到位,胶缸定位准确、条盒上胶均匀。
要增加接近开关,就要增加固定接近开关的支架和固定轴。所以采用螺纹连接的方式将接近开关固定在胶缸导轨支座上,接近开关连接于支架上,并可以在支架上移动以便调整到最佳检测位置;支架通过螺钉安装于固定轴末端,固定轴通过螺纹连接与胶缸导轨支座的螺孔配合。
(1)在胶缸下方导轨支座上加工一个M8螺孔;
(2)设计绘制固定轴的零件图,如图1所示;
(3)设计绘制支架的零件图,如图2所示;
(4)加工固定轴及支座;
(5)安装相关零件,装配示意图如图3所示;
(6)安装接近开关并接入电器柜;
(7)调试。

图1 固定轴零件示意图

图2 支架零件示意图

图3 装配示意图
将接近开关的信号接入电器柜,确保手柄离开接近开关时发出停机信号,电路图如图4所示。
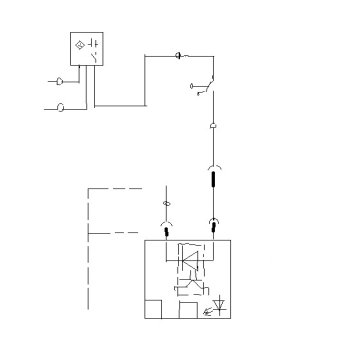
图4 电路示意图
2.2.2方案实施
按照设计方案进行实施。在导轨支座上加工M8螺孔一个,深度40mm。固定轴的材质为45号钢,通过M8螺纹安装于导轨支座上的螺孔内;支架通过M6螺钉安装在固定轴上,支架材质为45号钢,检测器选用电感式接近开关,直径10mm,安装于支架10.5mm的孔内;调整检测位置距离锁紧手柄2mm,通过螺母拧紧定位。
3 使用效果
(1)首先在一台YB65条盒包装机上进行方案实施,并对其改进后的效果进行跟踪检查,经过半年时间的运行其效果统计表明,手柄到位检测装置运行可靠,不影响设备的正常运行,固定手柄锁紧不到位或保养设备等原因造成手柄脱落现象发生质量事故频次大幅降低,胶缸轻微错位导致的条盒开胶质量缺陷得到较大改善,有效保障了产品质量。
(2)由于此项改进比较成功,带来较大的经济效益,已经推广到十一台ZB45型包装机组使用。通过增加YB65胶缸锁紧手柄定位检测装置,保证了胶缸定位准确可靠,降低了条盒开胶质量事故的发生次数和质量追溯带来的材料浪费
参考文献
[1]黄德良.《GDX2型包装机组》.第一版.北京: 中国科学技术出版社,2001.107-142
[2]GDX2硬盒包装机组立体图册.上海:上海烟草机械有限责任公司,1997
[3]贺凤宝.《机械设计基础》.第二版.北京:中国计量出版社,2002
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



