中车株洲电力机车有限公司 湖南株洲 412000
【摘要】众所周知在大螺距螺纹齿形和大模数蜗杆的车削是普通车床车削技术的一个难点,这种零件具有齿形深、齿形车削的余量多、切削力大的特点;在车削必须聚精会神地重复操作并且每个动作都不能出错。如果能在数控车床上车削这种零件,可降低操作者劳动强度,减少误操作,提高生产效率。但是,蜗杆的数控加工程序的编制是比较复杂的技术难题。本文介绍了灵活利用宏变量编程的方法来车削多线大螺距螺纹齿形和大模数蜗杆,总结了在数控车床上车蜗杆和大螺距螺纹齿形的一种方法。
【关键词】 大螺距螺纹 数控车床 编程 宏变量 多线
【前言】随着科技技术的进步,数控技术的发展日新月异,在机械行业更是得到了广泛的应用。在成形面、复杂几何图形、曲面及模具加工方面,数控加工在精度和效率方面有很大提高。在加工难度方面,对操作技术工人的操作要求降低,对编程能力提高,为了应对生产的各种状况,比如小批量或单件生产,要提高产品质量,就必须提高操作者的技能和分析解决生产实际问题的能力。
一、提出问题
多线大螺距螺纹齿形和大模数蜗杆的加工,如果采用五轴联动的加工中心,加工起来就非常容易。但在五轴联动加工中心还未普及的条件下,从经济性、适用性等各方面来看,采用数控车床来加多线大螺距螺纹和大模数蜗杆,还是具有一定的优势,其生产成本就要低很多。这就要求解决如何在数控车床上加工多线大螺距螺纹和大模数蜗杆的技术难题。下面我们就以图1一个三线40°的梯形螺纹为例子,来解决改零件在数控车床上车削的难题。
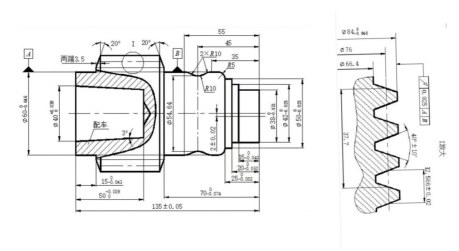
图1 三线梯形螺纹
二、分析问题
1.单纯用G32编程,计算繁琐,容易出错,且程序长不易编程。
2.螺纹导程大,受力也大,容易成排屑不畅、“闷车”和“扎刀”等现象。
3.普通车床的效率低,对操作人员技术要求高。
4.梯形螺纹有许多参数需要计算,才便于编程。
三、解决问题
1.计算梯形螺纹的参数
根据图1计算梯形螺纹的参数,有利于后续编程。如表1
表1 梯形螺纹各部分名称代号及计算公式
名称 | 代号 | 计算公式 |
牙型角 | a | a=40° |
螺距 | ph | ph=12.566 |
线数 | n | n=3 |
导程 | P | P=nph=37.7 |
螺纹大径 | D | D=84 |
螺纹小径 | d | D=66.4 |
螺纹牙高 | h | h=8.8 |
牙顶宽 | f | f=9.483 |
螺纹牙槽底宽 | w | w=3.083 |
2.进刀方式
走刀路线如图2a所示。采用刀头形状和齿形槽一样的车刀,这是直进切削法,直进切削法是对于精度不高,螺距较小的梯形螺纹可用一把螺纹车刀垂直进刀车成。其特点是排屑困难,易扎刀;切削用量低;刀具易磨损;操作简单;切削时三刃都参加切削而导致切削力增大、排屑不畅、“闷车”和“扎刀”等现象。不适合多线大螺距螺纹齿形和大模数蜗杆的车削。

(a) 方法一 (b) 方法二
图2 走刀路线图
走刀路线如图2b所示,采用车刀一层一层剥,在同一切深层上整个切削槽宽为转移条件来完成螺纹某一层的加工。刀具的Z向移动到不同的起刀点,多次车削来完成同一切深层上整个槽的切削加工,利用两个循环语句,第一个循环沿斜线径向单边以0.1mm的吃刀深度进行循环切削,第二个循环切削蜗杆槽宽度的部分,-Z方向以0.1mm进给量进行循环切削。这种方案是分层剥离法;常用于螺距大于12毫米,牙槽较大而深,材料硬度较高的工件。粗车时 采用分层剥离。即用成形车刀斜向进给切到一定深度后改为轴向进给。每次进给的切削 深度较小而切削厚度大,切削效率高。适合大螺距螺纹齿形和大模数蜗杆的车削。
4.编程方式
在数控车床上加工大导程螺纹最重要的是程序指令的合理使用。以华中系统数控车床为例,加工螺纹的基本指令有G32(单行程螺纹切削)、G82(螺纹切削单一循环指令)和G76(螺纹切削复合循环指令)三种,G32指令和G82指令是直进法的进刀方式,根本无法实现较理想切削工艺路线,而G76螺纹复合循环其斜进刀方式也比较理想,但该指令不能车削齿形角为40°的蜗杆螺纹,因为使用G76螺纹切削复合循环斜进法切削的螺纹,其适合切削的刀尖角度只有80°,60°,55°,30°,29°,0°共六种,而蜗杆螺纹的齿形角度为40°,由于现在的数控车床多数有宏变量编程,可采用宏变量控制走刀方式,结合G32或G82螺纹指令完成多线大螺距螺纹齿形和大模数蜗杆的加工。
5.编程实例
用刀头宽为2.5、刀尖角等于35°刀具,左右车削方式的程序(如表2所示)。
表2应用实例程序及说明
O1000 | 程序号 | T0101 | 调刀具读刀补号 |
M06T0101 | 调刀具读刀号 | M03S300 | 主轴以300n/min正转 |
M03S300 | 主轴以300n/min正转 | M08 | 开切削液 |
M08 | 开切削液 | G00X86.0Z30.0 | 走到安全点 |
G00X86.0Z30.0 | 走到安全点 | #1=0 | #1赋值(控制几线的) |
#1=0 | #1赋值 | #2=25.132 | #2赋值(3线螺纹) |
#2=25.132 | #2赋值(3线螺纹) | N11IF[#1GT#2]GOTO20 | 满足条件程序跳转到N20 |
N1IF[#1GT#2]GOTO10 | 满足条件程序跳转到N10 | #10=8.8 | #10赋值(螺纹高度) |
#3=3 | #3赋值(粗车螺纹高度) | #4=12.566 | #4赋值(螺距) |
#4=12.566 | #4赋值(螺距) | #5=3 | #5赋值(螺纹线数) |
#5=3 | #5赋值(螺纹线数) | #6=#5*#4 | #6赋值(导程) |
#6=#5*#4 | #6赋值(导程) | #11=64.4 | #11赋值(螺纹槽底径) |
#7=78 | #7赋值 | #12=0.11 | #12赋值 |
#8=0 | #8赋值 | N15IF[#10LT0.0]GOTO16 | 满足条件程序跳转到N16 |
N5IF[#3LT0.0]GOTO6 | 满足条件程序跳转到N6 | #13=#10*TAN[20] | #13赋值(偏移量) |
#9=#3*TAN[20] | #9赋值(偏移量) | G00Z[15+#1] | 中间第一刀Z方向起点 |
G00Z[15+#1+#8+#9] | 左边第一刀Z方向起点 | G00X[#11+[2*#10]] | 中间第一刀X方向起点 |
G00X[#7+2*#3] | 左边第一刀X方向起点 | G32Z-56.F#6 | 中间第一刀Z方向终点 |
G32Z-56.0F#6 | 左边第一刀Z方向终点 | G00X86.0 | 退刀 |
G00X86.0 | 退刀 | G00Z[15+#1+#12+#13] | 左边第一刀Z方向起点 |
G00Z[15+#1-#8-#9] | 右边第一刀Z方向起点 | G00X[#11+2*#10] | 左边第一刀X方向起点 |
G00X[#7+[2*#3]] | 右边第一刀X方向起点 | G32Z-56.0F#6 | 左边第一刀Z方向终点 |
G32Z-56.0F#6 | 右边第一刀Z方向起终点 | G00X86.0 | 退刀 |
G00X86.0 | 退刀 | G00Z[15+#1-#12-#13] | 右边第一刀Z方向起点 |
Z15 | 退到安全点 | G00X[#11+[2*#10]] | 右边第一刀X方向起点 |
#3=#3-0.1 | #3重新赋值 | G32Z-56.0F#6 | 右边第一刀Z方向起终点 |
GOTO05 | 程序跳转到N5 | G00X86.0 | 退刀 |
N6#1=#1+#4 | #1重新赋值(进入第二次循环) | Z15 | 退到安全点 |
GOTO1 | 程序跳转到N1 | #10=#10-0.1 | #10重新赋值 |
N10G00X150Z150 | 退到安全点 | GOTO15 | 程序跳转到N5 |
M00 | 无条件停止(检查加工状态) | N16#1=#1+#4 | 进入第二次循环 |
GOTO11 | 程序跳转到N1 | ||
N20G00X150Z150 | 退到安全点 | ||
M09 | 切削液关 | ||
M05 | 主轴停止 | ||
M30 | 程序结束回到程序头 |
通过先开小梯形螺纹再车大梯形螺纹的方式车削;像这种编程方法的优势是逻辑简单清晰,编程短,有利于实际操作,而且只需修改#1到#13的参数便以在不同的螺纹中应用,应用广泛、效率高。使用以上方法时应注意两点:一是操作者必须有编辑和修改宏程序的能力。二是用硬质合金车刀车削螺纹齿形时,不能选用过高的主轴转速,同时应考虑车床的承受能力。
【结束语】在数控机床上加工零件,会遇到各种各样的问题,我们只要认真对待,通过多看、多问、多思考、多操练、积累经验、掌握技巧、融会贯通,就一定能做到有的放矢、游刃有余,并能迅速解决问题,保证零件的质量,就能保证完成科研生产任务,为轨道交通事业做出一份应有的贡献。
【参考文献】
1《数控机床车削加工直接编程技术》孔德茂.主编,机械工业出版社.2005。
2 《机械加工工艺》许宏海.主编,化学工业出版社.2008。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



