( 中国石油独山子石化分公司炼油一部 ,新疆 独山子,833699)
摘 要:石化企业因加工过程带来的腐蚀事故也时有发生,因此必须做好加工原油的防腐工作,提前识别风险,执行管控措施,保证装置的安全平稳运行。建立“风险管控+信息化预警平台”防腐管理机制,提升炼化装置防腐精细化管控,严防设备腐蚀泄漏事故发生。通过建立“风险管控+信息化预警平台”防腐管理机制,在设备防腐管理中发挥的重要作用,最终有效提升了设备管道安全运行。
关键词:风险管控;腐蚀泄漏 ;信息化预警;
1引言
目前世界原油总产量的75%以上为含硫和高含硫原油,其中硫含量大于2%的高含硫原油约占30%。近年来随着全球原油品质的劣化含酸含硫量快速增长,加工劣质原油已经成为我国炼油厂面临的主要挑战,由此给装置带来的腐蚀问题也日益凸显,尤其以蒸馏装置的腐蚀问题最为突出。以“风险管控为核心、严格管理、科学管理、精细管理”的工作思路,明确装置腐蚀高风险部位及其防护措施,科学设置原料油设防值及腐蚀监检测指标。通过构建信息化预警平台,使各类腐蚀监测系统、操作分析数据、运行操作参数等数据集成分析及预警,将隐患关口前移并加以控制和防范。
2“风险管控+信息化预警平台”的全面应用
2.1明确腐蚀机理,建立装置腐蚀回路
从工艺角度深入剖析装置中设备和管材受到腐蚀的各种形式,根据不同形式腐蚀的特点及影响因素,识别氢腐蚀、高温硫腐蚀、高温环烷酸腐蚀、低温硫腐蚀、氢和硫化氢腐蚀、氯化铵和硫氢化铵腐蚀等易腐蚀具体部位。其次,针对主要腐蚀机理与特性,以温度、压力、流速、浓度等指标作为各节点判断腐蚀机理及危害程度的标准,对装置各部位进行全面排查,形成易腐蚀部位统计表,并根据相应部位的腐蚀原因和特点制定防护措施,形成工艺防腐手册,指导腐蚀防护工作。
(1)装置腐蚀回路的建立
为控制装置腐蚀,首先了解装置各工艺段的腐蚀特性,将装置划分为不同的腐蚀回路,每个腐蚀回路均拥有相近的腐蚀特性参数,如腐蚀性物质种类、温度、压力等。在某些回路中,这些参数可能是一个范围,但不会对整体腐蚀特性产生大的影响。对与每个腐蚀回路,主要包括以下内容:
腐蚀回路范围描述,包括回路起止点与包含的设备等;具体每个腐蚀回路边界范围可参照附件中的腐蚀回路图;操作条件,如用于评估本回路腐蚀状况的主要参数表(包含参数操作范围)。
示例:蒸馏装置腐蚀回路建立
为更好的说明装置腐蚀风险管理腐蚀回路的建立过程,以蒸馏装置腐蚀回路风险划分为例,将装置划分为20个腐蚀回路,每个腐蚀回路表示装置的某个区域处于相似的损伤机理中,具体见表1。
编号 | 名称 | 编号 | 名称 |
CC01 | 脱前原油预热 | CC11 | 常压塔(低温) |
CC02 | 脱后原油预热 | CC12 | 常压塔顶 |
CC03 | 脱盐排水 | CC13 | 减压塔底 |
CC04 | 脱盐注水 | CC14 | 减压塔(高温) |
CC05 | 原油至常压塔 | CC15 | 减压塔(低温) |
CC06 | 初馏塔顶 | CC16 | 减压塔顶冷凝 |
CC07 | 塔顶不凝气 | CC17 | 液化气 |
CC08 | 石脑油及回流 | CC18 | 干气 |
CC09 | 常压塔底 | CC19 | 含硫污水 |
CC10 | 常压塔(高温) | CC20 | MDEA贫富液 |
表1 蒸馏装置腐蚀回路
(2)评估腐蚀回路损伤机理,判定风险
每个腐蚀回路按照损伤机理“可能性”和“后果”的级别分类。判定其风险等级。在装置腐蚀回路图的基础上,依据《腐蚀危害性评估矩阵》 (图1),最终评估出装置腐蚀风险等级,通过不同颜色结合工艺流程图绘制防腐回路图,将腐蚀回路图上传平台,指导防腐风险管控。
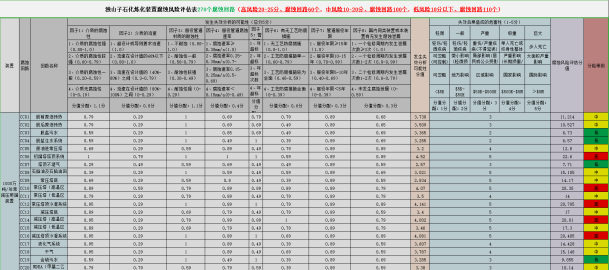
图1腐蚀危害性评估汇总
备注:表中![]() 为高风险,
为高风险,![]() 为中风险,标识腐蚀回路为风险等级较高。
为中风险,标识腐蚀回路为风险等级较高。
![]()
2.2高硫原油和高酸原油高温工段腐蚀调研,结合检测情况评估实际腐蚀状况
调研企业国内16套加工不同原油的腐蚀情况可以看出,原油劣质化过程中,在高温工段高酸原油的腐蚀问题远大于高硫原油,高硫原油加工装置的失效案例主要为高温部位(300℃左右)采用的材质为碳钢未及时升级导致,如某1石化3#蒸馏减压渣油与减四连通线(20号钢)腐蚀减薄穿孔,渣油泵预热线(20号钢)发生腐蚀穿孔;4#蒸馏减底泵预热线(20号钢)发生腐蚀穿孔;某2石化加工原油主要为中东原油,含硫量2.8%,2017年停工检验塔器内检无明显腐蚀,高温部位的整体腐蚀情况相对较好,材质应用情况为:246℃以下为碳钢,246~315℃为1Cr5Mo,315℃以上为奥氏体不锈钢,从检验情况来看未发现有明显腐蚀,其中碳钢的检验情况见下表2,从表2中可以看出碳钢管线的减薄比例在管线制造公称负偏差之内,壁厚情况满足未来5年运行周期的需求;
表2碳钢材质管线运行十年减薄情况
管线名称 | 操作温度(℃) | 公称壁厚(mm) | 2019年检测最小值(mm) | 减薄百分比 |
初底油 | 246 | 14 | 13.4 | 4.29% |
初底油 | 232 | 14 | 13.0 | 7.14% |
常二中 | 226 | 11 | 10.3 | 6.36% |
一段减二线 | 246 | 17 | 16.0 | 5.88% |
一段减二线 | 246 | 17 | 15.7 | 7.65% |
一段减二线 | 246 | 14 | 13.0 | 7.14% |
一段减二线 | 246 | 14 | 13.5 | 3.57% |
一段减三线 | 234 | 14 | 14.0 | 0.00% |
一段减三线 | 243 | 14 | 13.5 | 3.57% |
二段减渣 | 228 | 9.5 | 8.7 | 8.42% |
通过调研加工高酸原油在采用高等级材质如316L后腐蚀速率普遍仍偏高,调研范围内3家炼化蒸馏装置高温工段在流速较高部位腐蚀问题依然存在,如某3炼化减压塔入口部位减二线及减一中泵101-P412A (操作温度为237℃)的0Cr17Ni4Cu4Nb材质的泵轴发生明显腐蚀,减压转油线防冲板材质为304,检验发现基本腐蚀殆尽,具体情况见下图;


某3石化316L材质减底线发生严重的冲刷减薄,局部腐蚀速率达到1.06mm/年,操作温度在205℃~250℃范围内碳钢换热器腐蚀速率在普遍超过1mm/年。
2.2.1调研后工程腐蚀速率曲线情况
某3石化两套蒸馏装置分别为低硫低酸原油和高酸原油,工程腐蚀速率曲线与API581设计腐蚀速率曲线对比情况分别如下图所示:

图2碳钢在低硫低酸原油加工过程中各工段工程腐蚀速率

图3 316L在高酸原油加工过程中各工段工程腐蚀速率
从图2可以看出,API581标准中设计值的远高于各工段的工程腐蚀速率,以减底油为例,在360℃腐蚀速率设计值为3.56mm/年,实际工程腐蚀速率为0.16mm/年,之间相差接近20倍;从常压塔底和减压塔底的内部检查来看,碳钢材质未发现明显腐蚀,也可以验证含硫原油实际工程腐蚀速率与设计值存在较大偏差。
某3石化I套蒸馏装置加工的油品平均含酸值大于4mgKOH/g,高温部位采用的材质为316L,实际的工程腐蚀速率曲线见图3所示,从图中可以看出316L腐蚀速率较设计值有所增加,主要原因在高酸原油中环烷酸腐蚀受流速影响较大,在叠加流速因素下,实际工程腐蚀速率有所上升。
2.2.2蒸馏装置硫和环烷酸腐蚀流分析
综合含硫原油和含酸原油腐蚀的调研情况和实际腐蚀速率与设计腐蚀速率的对比情况可以看出,原油劣化过程中高硫化和高酸化的腐蚀问题有明显区别,从原油加工过程中腐蚀流的变化分析原因如下:
原油中的硫化物按腐蚀性有明显区别,硫成分可分为活性硫与非活性硫,活性硫主要以H2S、低级硫醇、单质硫的形式存在,硫元素腐蚀能力相对其他活性硫更强,而H2S可在340~400℃分解成硫元素,加速腐蚀反应的进行。一般情况下原油中H2S含量极少,在原油加工中大部分H2S都来自有机硫或无机硫的分解。除活性硫外,非活性硫如硫醚、噻吩、高级硫醇等均不直接与碳钢发生腐蚀反应,而是分解成活性硫后再对材料发生腐蚀。非活性硫化物的分解一般从130~160℃开始分解,在400℃左右基本已完全分解。反应生成物最多的是H2S,还有低级硫醇、硫醚和分子量较低的其他硫化物,甚至是硫元素。
下表2为中东含硫原油各馏分范围内活性硫和非活性硫的分布情况,从表中可以看出腐蚀较强的活性硫组分主要分布在250℃以下,250℃以上馏分非活性硫占比较高。
表2 原油中硫在不同常压馏分中的分布
馏分范围/℃ | w,% | |||||||
硫(馏分) | S | H2S | RSH | RSSR | RSR(1) | RSR(2) | 残余硫 | |
HK-150 | 0.01 | 3.66 | 2.45 | 44.76 | 12.65 | 14.58 | 13.27 | 8.47 |
150-200 | 0.015 | 2.1 | 0.05 | 11.16 | 5.05 | 14.55 | 18.95 | 48.14 |
200-250 | 0.045 | / | / | 1.91 | 0.64 | 18.09 | 22.71 | 56.6 |
250-300 | 0.1 | / | / | 0.5 | 0.08 | 15.7 | 13.6 | 70.06 |
300-350 | 0.13 | / | / | 0.41 | 0 | 14.08 | 10.52 | 74.99 |
注:RSH-硫醇;RSSR-二硫化物;RSR(1)-烷基或环烷基硫醚硫;RSR(2)-噻吩及其他硫醚硫;残余硫-主要为噻吩硫
由此可知高温硫在常压塔和减压塔分馏过程中,原料中含有的和分解形成的活化硫主要集中在塔中上部,活化硫腐蚀速率虽然较高,但在分布工段中工况温度不高(一般低于250℃)因此腐蚀速率相对不高,而塔底总硫含量虽然较高,但活性硫含量低,腐蚀速率也相对不高,而API581中的腐蚀速率为原油加热到相应温度下热解后活性硫和非活性硫共同作用的结果,与实际加工过程中分馏工艺导致的活性硫与非活性硫的不同分布情况有明显区别,因此含硫原油中API581材质腐蚀速率的设计值含有较高的腐蚀裕度,实际工程腐蚀速率与设计值存在较大偏差。
而环烷酸与高温硫在加工过程中的腐蚀流分布有明显不同,随馏分发生富集,一般常压蒸馏时馏分最高的总酸值位于371~476℃到实沸点(TBP)温度之间,基本超出常压蒸馏操作温度上限,因此在常压转油线中产生富集而对减压蒸馏工艺影响较大。且环烷酸腐蚀不仅与温度相关,与流速相关性也极大,导致实际工况中实际腐蚀速率与设计值相比有所增加。
2.2.3加工原油油品性质变化,对材质腐蚀影响
某炼化装置原油油品性质变化大,另外掺炼一定比例的北疆高酸原油,北疆高酸原油对各材质的腐蚀速率曲线如下图所示:从图中可以看出,1Cr5Mo材料不耐高酸原油的腐蚀,抗腐蚀性与碳钢基本相同。

图4北疆原油腐蚀速率数据
随着掺炼北疆原油比例变化,跟踪蒸馏装置高温侧线的酸值
,对于酸值超过0.5mgKOH/g的侧线应加强在线监测,尤其对于装置中减压工段减二线、减三线、减渣线的碳钢和1Cr5Mo钢管线加强腐蚀监测工作。按照掺炼加工的油品含硫量按<1%,酸值<0.5mgKOH/g控制,从监测情况看出,高温工段的腐蚀问题并不明显。
3.构建信息化腐蚀预警平台,健全腐蚀大数据库
加工工艺条件不断变化,工艺介质对设备管道腐蚀程度也在变化,严重制约着炼化装置防腐精细化管控。随着工业信息化不断发展,将防腐业务数据化是提高防腐工作的必然趋势。构建信息化腐蚀预警平台需明确三个阶段工作:
第一个阶段是信息化。信息化是指将防腐业务数据化,即防腐实施和管理等过程中产生的基础信息数据、腐蚀回路、腐蚀控制手册、化学分析数据、腐蚀监检测数据等实现在线化管理。
第二个阶段是数字化。数字化是指对腐蚀数据按照指定的规则、算法、模型等进行处理,驱动防腐业务。举个例子就是对定点测厚数据开展分析,针对高风险易腐蚀管道进行测厚频次的调整,让定点测厚规则更加科学合理。
第三个阶段是智能化。结合人工智能技术,开展设备腐蚀监控和诊断。
通过对基础信息管理、腐蚀回路、工艺防腐参数、设备腐蚀监测、腐蚀案例库等收集集成。融合多系统数据,实现腐蚀分析计算,计算数据通过在线监测系统实时获取,实现腐蚀监测数据共享分析及异常预警。通过监控腐蚀速率变化情况,评估设备管道运行工况及寿命,实现对装置腐蚀状况全方位监管。
5结束语
炼化装置通过建立“风险管控+信息化预警平台”防腐管理机制,实现了防腐精细化管理:
第一,从工艺操作过程开始监控,腐蚀管控精准性提高,实现了设备的安稳长优的运行;第二,将防腐检测数据集成和数据共享,在线预警,进行预知维修,科学判断检修时间;第三,通过机制的建立明确各级责任和标准实现了防腐管理人员工作职责的细化完善。
通过加强防腐管理,以“风险识别、过程管控、效果评价”为主线,贯穿防腐全过程管理,消除管理盲区,实现业务信息化。以“用户体验”为出发点,通过驾驶舱权限、易懂易用、预警提醒等切实服务炼化装置基层单位,确保炼化装置安全平稳运行。
参考文献:
[1]中国石油和石化工程研究会·炼化设备工程师手册(第二版)[M],2009,中国石化出版社
[2] 中国石油炼化企业腐蚀与防护管理工作会议 [R],2018.12.20
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



