陆军装备部驻西安地区军事代表局 陕西西安 710000
【摘 要】某型钢质产品底平面镀锌层出现不同程度起泡问题,严重影响和降低产品贮存性能。通过从可能产生锌层起泡的各种因素建立故障树,经排查分析、问题复现试验,确定了问题原因,制定了针对性解决措施,为镀层起泡问题的排查分析和镀锌工艺控制提供一定参考。
【关键词】锌层起泡;问题;原因分析;解决措施
一、故障现象
某型冲压钢质产品在验收合格交付总体厂总装过程中,发现部分产品底平面锌层出现不同程度起泡现象,严重影响和降低产品贮存性能。经对该批次产品和厂内已完成镀锌生产尚未验收交付的2批产品进行100%外观检查,发现问题批产品锌层出现起泡现象的占全批数量的3.99%,起泡均位于产品经过机械加工的底部平面处,冲压表面等其他位置无锌层起泡现象,厂存2批产品均无起泡现象。
二、排查分析
经组织对生产、验收过程排查,该批产品生产加工过程无异常,经静态验收合格,未发现锌层起泡现象,该批部分产品起泡是滞后产生。从可能产生锌层起泡的各种因素分析建立故障树,逐项进行排查分析。
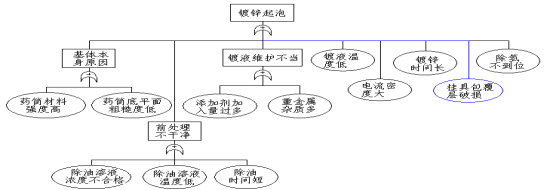
图1 锌层起泡故障树
1.产品材料强度高
产品材料强度过高,内应力较大导致锌层与基体结合力变差,会引起锌层起泡。该产品原材料为S15A低碳钢,经查本批产品所用原材料进厂验收合格。本批产品底部最终抗拉强度为779~833MPa,满足产品技术要求,此因素可以排除。
2.产品底平面粗糙度低
产品底平面粗糙度低,会造成锌层与基体结合力变差,引起锌层起泡。该产品底平面为机加面,粗糙度要求Ra不高于6.3μm,经抽取本批有严重起泡的产品和没有起泡的产品各50发检测,其底平面粗糙度介于3.2~6.3之间,二者无明显差异,且均满足工艺要求,此因素可以排除。
3.除油溶液浓度不合格
产品镀锌线除油溶液浓度不合格,超出工艺控制范围,会造成除油不彻底,导致锌层与基体之间结合力变差,引起锌层起泡。该产品镀锌工艺规定,除油溶液浓度分析周期为1次/周,经排查镀锌线除油溶液浓度分析单及记录,均在工艺控制范围内,此因素可以排除。
4.除油溶液温度低
产品镀锌线除油溶液温度低,会造成对产品除油不彻底,导致锌层与基体之间结合力变差,引起锌层起泡。该产品镀锌工艺要求控制除油溶液温度,经查生产记录与检验记录,均按工艺规定测温,记录结果符合工艺要求,此因素可以排除。
5.除油时间短
产品镀锌前处理时,除油时间短,除油不彻底,会造成锌层与基体之间结合力变差,引起锌层起泡。经查生产记录与检验记录,均按工艺规定记录完整,未发现异常。到镀锌线现场检查发现,除油设备均无定时控制装置,且因车间环境恶劣未设置计时钟表,导致除油工序需控制的除油时间受人为因素影响较大,可能存在部分产品生产中除油时间控制不到位,未达到工艺规定的时间要求,进而造成部分产品有少量油污未清洗干净的情况,此因素不能排除。
6.添加剂加入量多
锌酸盐碱性镀锌电镀机理特性决定,添加剂(120#锌补给剂、120#锌基本剂)是镀液的重要组成部分,作用是为了改善电镀溶液性能和镀层质量,扩大阴极电流密度范围,改善镀液的分散能力和深镀能力,使镀层结晶细致、光亮。在镀锌过程中,添加剂在镀液中产生有机分解物,如果加入量过多,外观非常光亮,但会使镀层夹杂有机物也增多,内应力增大,导致锌层与基体结合力变差,引起锌层起泡。
经排查,添加剂由专人管理,严格按份称量,按工艺要求进行添加;本批产品镀锌生产过程中,镀锌溶液一直处于正常状态;而且本批锌层起泡产品与未起泡产品外观颜色基本一致,无非常光亮的现象,与本次问题现象也不符,此因素可以排除。
7.重金属杂质多
镀液维护不当,镀液中重金属杂质(如铁、铬、铜、铅、镍离子)含量过高,会使产品锌层中夹杂过多的杂质,导致锌层与基体结合不良而引起锌层起泡。从工厂镀锌工艺分析,镀液中的重金属杂质主要来源是挂具的辅助阳极杆(1Cr18Ni9Ti)、铜排和导电铜极杠。经排查,生产过程中采取定期使用除杂剂处理的方式进行了控制。如果镀液中杂质含量过高,锌层中夹杂过多的重金属,在锌层起泡的同时锌层也会变色,这与本次问题现象不符,此因素可以排除。
8.镀液温度低
镀液温度低,添加剂会吸附在产品表面,造成锌层夹杂,内应力增大,会导致锌层与基体结合力变差,引起锌层锌层起泡。该镀锌线的两个镀槽均有温度加热、散热和测量显示装置,温度控制由工人按测量显示温度进行人工操作,且镀槽容积较大,温度调整时间较长。经检查生产记录,生产时镀液温度在工艺范围内(20℃~35℃)。进一步排查发现,本批产品镀锌生产日期为2016年12月4-14日,当时环境温度低(0℃~5℃),且本批产品与上批产品非连续生产,投产前镀锌线已停产10余天,镀液温度本身较低,生产时在对镀液加热循环后,在镀锌槽就近选择一点进行镀液温度测量,符合工艺要求后就开始了镀锌生产,存在镀液加热循环不到位、温度不均匀,局部温度未达到工艺要求就进行生产的可能,此因素不能排除。
9.电流密度大、镀锌时间长
镀锌采用辅助阳极,电流密度大、电镀时间长,都会使镀层夹杂更多的有机物,锌层厚度增大,导致锌层结合力变差,引起锌层起泡。
经随机抽取50发锌层严重起泡产品及50发锌层未起泡产品测量锌层厚度,锌层厚度均合格,且锌层起泡产品和锌层无起泡产品锌层厚度均在技术要求范围内,且没有明显的差异,此因素可以排除。
10.挂具包覆层破损
挂具包覆层破损,受到电解质的腐蚀,腐蚀产物流到产品表面,会导致挂具破损位置附近的锌层产生带状密集小泡。经排查,生产现场挂具无包覆层破损的情况。挂具包覆层破损,会在与产品接触的内表面形成带状密集小泡的同时,产生烧蚀、黑斑等疵病,而且由挂具包覆层破损原因引起锌层起泡,在镀锌结束后可立即发现,这与本次锌层起泡的部位和现象不符,此因素可以排除。
11.除氢不到位
产品在镀锌时挂在阴极,阴极除沉积锌以外,还析出部分氢,另外镀件在酸洗时也有氢气产生,大部分以氢气泡的形式逸出,少部分以原子状态进入镀锌层和基体金属的晶格中,造成晶格歪扭,使镀件内应力增大,产生脆性及锌层起泡。除氢目的主要是为了消除内应力、防止氢脆现象。根据GJB480A-95规定:凡抗拉强度大于或等于1050MPa的钢制零件,镀覆后都应进行除氢处理。该产品强度低于1050MPa,出现氢脆现象、内应力过大的可能性不大,但考虑到该产品功能的特殊性,在生产工艺中安排了除氢工序以防止氢脆现象。经排查除氢温度和时间自动记录仪表纸,均符合工艺要求,此因素可以排除。
三、分析结论
经对故障树逐项排查分析,引起本次药筒锌层起泡的原因是:一是在环境温度相对很低(0℃~5℃),对镀液加热循环不充分的情况下,镀液局部温度尚未达到工艺要求就启动了镀锌生产。由于镀液温度低,添加剂吸附在产品表面,造成锌层夹杂,内应力增大,导致锌层与基体结合力变差,引起锌层起泡。二是本次锌层起泡均位于产品底平面、边缘棱角处,相对于产品体部冲压面,底平面为机械加工面有刀痕,油污容易附着,前处理清洗难度大。由于镀锌前处理工序除油时间短、除油不彻底,产品表面残留微量油污夹在锌层和基体之间,造成锌层与基体之间结合力变差,经过一段时间存放后引起锌层起泡。
四、问题复现
为了尽快、充分验证和复现问题,组织工厂设置不同试验条件,开展了锌层起泡原因验证和问题复现试验,具体方案和试验结果如下:
表1 锌层起泡原因验证和问题复现试验情况
序号 | 试验条件 | 试验产品数量 | 试验目的 | 试验结果 |
试验 方案1 | 镀锌槽液温度低(设置条件为10℃),前处理不干净(除油时间短,设置条件为4分钟) | 40发 | 验证和复现镀液温度低、除油时间短是否会起泡 | 镀锌后有3件产品起泡,存放7天后又出现1件产品起泡 |
试验 方案2 | 镀锌槽液温度低(设置条件为10℃),前处理干净(除油时间正常,设置条件为10分钟) | 80发 | 验证和复现镀液温度低,除油时间正常是否会起泡 | 镀锌后有11件产品起泡,存放7天后又出现3件产品起泡 |
试验 方案3 | 镀槽液温度正常(设置条件为20℃),前处理不干净(除油时间短,设置条件为4分钟) | 80发 | 验证和复现镀液温度正常,除油时间短是否会起泡 | 镀锌后有13件产品起泡,存放4天后又出现11件产品起泡 |
备注 | 试验产品起泡位置均位于产品底部经过机械加工的底平面和边、棱角处,与问题现象一致。 | |||
试验结论:该产品镀锌生产过程中,在镀锌槽液温度低于工艺控制要求和镀锌前处理除油时间短于工艺控制要求、除油不彻底的情况下,均会引起产品底部经过机械加工的底平面和边、棱角处起泡的问题,与本次质量问题现象一致,问题原因得以验证,问题现象得以复现。
五、解决措施
根据对锌层起泡问题的全面排查分析、原因验证和问题复现试验情况,为全面加强该产品镀锌过程控制,从多方面采取了以下措施:
1.加强镀锌槽液温度均匀性的控制。在镀锌生产线增设一台溶液过滤机,一台加热装置,对溶液循环管道进行定期维护和更新,提高镀锌槽液循环过滤效率及效果;
2.加强镀锌槽液温度测量准确性的控制。将镀液温度测量点由1个增加至4个,并在工艺上明确测量点具体位置,防止人为操作随意性;将镀锌槽液温度测量时间间隔由2小时缩短至1小时,确保槽液问题测量的准确性和对镀锌槽液温度的有效控制;
3.加强镀锌前处理除油工序的控制。在镀锌车间醒目处悬挂计时装置,加强操作人员对除油时间的控制;将除油槽液温度测量时间间隔由2小时缩短至1小时,明确去除槽液面油污的时间间隔和方法等控制措施,加强对除油时间和除油槽液温度等工艺参数的控制;
4.加强镀锌线添加剂添加入量的控制。在镀锌槽增加“安培小时表”,监控并精确控制添加剂加入量,确保添加剂加入量符合要求。
5.加强镀锌线重启生产时试镀工作的控制。镀锌线每次停产后再次启动生产时,需按工艺要求进行试镀,镀液温度符合工艺要求、试镀合格后进行批量生产,以确保产品镀锌质量。
参考文献
[1]黄永兵等编著.镀锌.北京:化学工业出版社,2006
[2]刘光明著.表面处理技术概论(第2版).北京:化学工业出版社,2018
[3]傅绍燕编著.电镀车间工艺设计手册.北京:化学工业出版社,2017
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



