(河南中烟工业有限责任公司安阳卷烟厂,河南省安阳市龙安区烟厂路1号 455000)
摘要:近几年,在企业走向智能制造的大环境下,烟草企业对烟机设备自动化程度越来越重视①。此技术方案通过把原机的搓板手动操作改为搓板自动控制升降,可以有效减少操作工和维修工不必要的工作量和重复性劳动,可以有效提升设备效率。
关键词:ZJ17卷烟机;搓板;PLC自动化控制
1 背景分析
我厂使用的卷烟机型是ZJ17型卷烟机。目前,我厂此设备接装机部分的搓板控制方式是手动控制。当操作工清理搓板胶垢、水松纸片、断残烟支或者维修工需要放下搓板维修设备时,需要等待设备停机后,打开接装机下防护门,然后手动转动搓板打开开关,搓板落下后进行操作。生产过程中因搓板堵塞造成的设备停机比重较大,每次清理搓板时手动控制搓板落下的动作占用过多时间,造成不必要的时间浪费,对设备效率带来极大程度影响。并且多次转动手动开关,造成开关内部磨损严重,经常出现开关内部因磨损严重造成的开关内部打滑,导致开关失灵现象,影响生产。
另外,伴随中烟公司推进的工业4.0要求,全面提升设备智能化水平。急需对搓板手动控制进行自动化改造。
2 原理分析
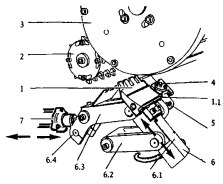
图1 搓板组件结构
原机安装的防护门状态开关S3.1为行程开关,由于接装机烟沫、烟丝等粉尘较多,且安装位置维修不便,造成开关触点经常失灵,导致无法开机。所以需要对防护开关改造,本项目改造之处选择用光电开关,但光电开关和接近开关,但这两种开关均无法辨别感应物体是否是防护门,存在人为遮挡的安全隐患,综合考虑决定选用视觉检测代替原设备行程开关。
3技术方案
本技术方案增添的前端检测信号包括,设备启动信号、设备停机信号、接装机搓板堵塞信号、接装机下部防护罩打开信号以及接装机下部防护罩关闭信号(其中下防护罩打开和关闭信号由视觉检测产生)。设备停机信号和接装机搓板堵塞信号为搓板自动控制落下提供了就绪信号;接装机下部防护罩打开信号为搓板自动落下提供了启动信号;接装机下部防护罩关闭信号为搓板自动抬起提供了就绪信号;设备启动信号为搓板自动抬起提供了启动信号。
增添的终端执行装置包括搓板提升推进气缸、气缸推进电磁阀、气缸推进驱动继电器。气缸推进驱动继电器将逻辑控制部分的输出信号进行转换,形成气缸驱动信号,驱动最终执行气缸。
增添的逻辑控制部分采用的是西门子S7-200 PLC逻辑控制器。逻辑控制器利用主控程序,分析并处理前端检测信号,判断是否符合执行条件,并将控制命令输出至终端执行装置。
具体技术方案是:
设备因搓板堵塞造成停机时,搓板堵塞检测B50发出高电平信号8703,设备运行继电器A45发出停机信号10501,接装机下防护罩视觉检测发出门打开信号004。搓板堵塞信号8703、停机信号10501、接装机下防护打开信号004分别通过信号转换继电器K2、K3、K1转换后传输至PLC输入模块并反馈给PLC。PLC主控程序将输入信号进行分析处理,并发出搓板落下信号001。输出信号通过输出模块传输至中间继电器K5。K5将其处理转换后输出至搓板落下电磁阀Y2,搓板落下电磁阀接通高压风,驱动搓板落下气缸执行输出动作。
设备再次开机时,设备运行继电器A45发出启动信号10502,接装机下防护罩视觉检测发出门关闭信号003。启动信号10502、接装机下防护关闭信号003分别通过信号转换继电器K6、K7转换后传输至PLC输入模块并反馈给PLC。PLC主控程序将输入信号进行分析处理,并发出搓板抬起信号000。输出信号通过输出模块传输至中间继电器K4。K4将其处理转换后输出至搓板抬起电磁阀Y1,搓板抬起电磁阀接通高压风,驱动搓板抬起气缸执行输出动作。

图1 功能原理图
4 结束语
使用此技术方案改造后,改变了搓板工作方式,操作工与维修工不用操作搓板即可工作。视觉技术的应用,准确、智能的确定防护门打开与关闭,避免了其他检测器存在的安全隐患。极大程度降低了不必要的时间浪费,提高了设备效率。同时,提高了设备的自动化水平。
参考文献
[1]李东峰,张学丽.PLC在烟草工业自动化中的应用[J].商业文化(学术版), 2008(07):224.DOI:CNKI:SUN:SYWX.0.2008-07-184.
[2]李刚.基于机器视觉的密集复杂物体识别与定位[D].哈尔滨工业大学2022.DOI:CNKI:CDMD:2.1014.003242.
[3]蒋芳芳,蒋晖晖.一种基于PLC自动控制设备:CN202023.5[P].CN214067647U.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



