营口市计量检定测试所有限公司
摘要:玻璃量器作为一种传统的配套设备,其需求不断增加,常用玻璃量器的验证任务越来越重,传统的人工验证不能满足日益增长的业务需求。针对工作量大、效率低、人工疲劳误差等问题,提出了基于机器视觉和图像处理技术的玻璃量器液面调节方法。该方法采用先快速大流量注水,再慢速小流量注水,最后滴注调整的方法。在机器视觉控制滴注时,通过不断检测调定刻度线上边缘的灰度,利用液体表面通过边缘时灰度的变化趋势,确定拐点作为调整结束的条件。
关键词:机器视觉;图像处理;玻璃量器;调度;
引言
近年来,机器视觉测量技术在应用研究领域得到了广泛的推广,极大地促进了检测领域的自动化、信息化、智能化和无人化进程。然而,当涉及到常用的玻璃量器时,相关的机器视觉测量验证技术研究报告还是比较少见。
本文对普通玻璃量器无人验证的核心技术进行了深入研究,创新地提出了基于机器视觉检测技术的自动水平观察方法和模拟人工灌注的自动调整策略。本文将详细讨论如何利用机器视觉技术实现量入式玻璃量器液位的准确调整。
1机器视觉液调系统
基于机器视觉的量入式玻璃测量仪液位调节系统包括电子天平、注射单元、图像采集单元和计算机。电子天平设置为连续测量工作模式,通过数据线实时将测量数据传输到计算机。注射单元采用伺服电机驱动注射器的结构,电机脉冲量与注射流量成正比,速度与流量成正比,注水速度设置多种多样。图像采集单元由工业相机及其运动装置组成。作为运算控制中心,计算机不仅进行图像处理和机器视觉检测,还完成与其他设备通信数据和指令的执行决策。同时,作为上位机,计算机提供了过程控制和显示,以及参数设置的交互界面。影响液位调节的主要误差源包括成像器件、测量原理、检测算法和参数设置等。成像器件的影响来自像元大小和镜头景深,图像会产生一定程度的影响 边缘模糊现象在边缘检测中引入机器视觉误差。其次,当相机偏离平面时,由于测量原理不符合阿贝原则 视觉时,图像会产生视差。作为一种基于图像处理和 计算机程序的逻辑算法,个性化的机器视觉检测结果 对编程思想和参数设置的影响更为显著。对于滴注的调定,水滴的质量将是调定的最小分辨率。因此, 为了提高系统检测精度,不仅需要合理赋予平视阈值 为了减少视差,还应尽量减少滴注水滴的质量,以提高调定分辨率。
2 机器视觉液面调节方法
一般来说,机器视觉液面调节过程分为大流量注水,小流速注水、快速滴注、慢速滴注四个阶段。大流速连续注水,直至剩余约r0(g)当注水管向上移动,达到调定刻度线以上一定高度后停止,进入小流量注水;小流量连续注水,直至剩余 r1(mL)进入快速滴注;持续快速滴注,达到调定刻度线下时,进入慢速边缘滴注;当慢速滴注到达调定刻度线的上边缘时,调整结束。注水前的具体准备:待检玻璃量器放置在电子天平秤中央,调整相机高度,调整标记,注水管对齐,插入量器瓶口,使管口低于标记标记下方的一定距离。首先,以大流速将水注入瓶中,同时连续测量天平,并将其纯化 向计算机传递水质数据。计算机进行数据处理,判断这一点 注水量是否足以接近调整指示值(拟定刻度的标称值)。当大流量注水量达到调整示值的最大允许下限和预期保留R0差时,停止大流量注水,将注水管移到刻线上方,准备小流量注水。计算机判定大流速注水结束的依据是下式:
![]()
![]() —— - M ≤ R0(1)
—— - M ≤ R0(1)
类型:V0为调定示值 (最大允许下限值建议),mL; K(t)为水温t℃时纯水体积与质量转换关系,mL/g;M 注入量器中的纯水质量,g;R0是大流量注水的预留量,g。 满足条件(1)后,开始小流量注水。此时,提前调整到与调整刻度线水平对齐的工业相机,开始连续收集图像,并将图像实时传输给计算机。计算机进行图像处理和检测 调整刻度线下方的R容量(mL)计算相应区域的灰度与小流速注水开始时的灰度相比,前图像的灰度增加。当增量达到阈值时,小流量注水结束。
小流量注水后转入快速滴注阶段,注水管较多短时间间隔(约2 s)将水滴一滴一滴地注入量器中。与此同时,工业相机不断收集图像并上传到计算机上。计算机视觉检测程序识别图像中调整刻度线的上下边缘,并检测边缘灰度值。液面成像通常具有较大的灰度,因为液面对光有较强的镜面反射。当液体表面通过下边缘时,下边缘的灰度会增加。因此,当计算机程序检测到下边缘灰度从增加到减小的趋势时,确定拐点,程序确定液位刚刚通过下边缘。此时,再次进入慢速滴注阶段,水滴间隔较长(约3 s)逐一滴入量器中。同样,当上边缘灰度从增加变为减少时,拐点建立,程序确定液位与上边缘相切,因此注水和调整结束。此时,计算机记录天平示值。根据当时测量的水温和干瓶质量,可以根据规定计算公式转换注入纯水的体积,从而了解量瓶的实际体积。设备:容量瓶校准机器人,由广州计量检测技术研究院研制,该设备选用2 000万像素工业相机,图像大小为2048×1536像素,物距W=200 mm。该设备滴注的一滴水质约为0.02g。


(a)大流速注水达到预留量r0 (b) 小流速注水r1区域灰度增量达到阈值
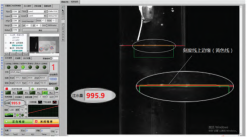

(c) 液面达到上边缘 图d注水过程软件界面截图
3 应用验证和分析
图1显示了注水过程中几个阶段临界状态的软件界面截图。图中绿色框为ROI区域,红色粗线为调定刻度线,黄线为刻度线边缘。图 1(a)大流速注水的注水量 达到预留量 r0(对应图1(a)中绿色 ROI 区域)图像,然后进入小流量注水阶段;小流量注水时,程序实时检测 r1区域内 (对应图1(b) 中绿色 ROI 区域) 当阵列中某一线段的灰度增量达到时,水平线段阵列的灰度增量 到阈值时 (图1(b)),当程序开始时,转向滴注阶段 调定刻度线下边缘的开始检测 (图1(b) 中间黄线)灰度。当程序检测到液位通过下边缘(灰度由大变小)时,程序会检测刻度线上边缘的灰度(图1(c) 中黄线),一旦确定灰度变化拐点,调整结束(图1(d))。
4 结束语
综上所述,本文提出的机器视觉调定玻璃量器该方法具有以下特点。
(1)快速大流量初期注水控制采用天平衡量法实现。实时注水量通过连续收集天平测量数据获得,最大注水量等于调整示值的最大允许下限减去预留量 r0 (剩余容量)。
(2)采用机器视觉测量技术实现慢速小流量注水控制。通过连续采集图像并检测图像,调整刻度线以下的预留量在R1区域内指定目标特征的灰度增量矩阵,以确定液位。以R1区域内一组均匀分布的水平线段为目标特征,能更准确地检测液位。
参考文献
[1]王艳 . 机器视觉测量技术研究与应用[D]. 武汉: 华中师范大学, 2018.
[2]陈家焱,景利孟,洪涛,等 .基于机器视觉的漆包线线径在线检 测系统设计[J].中国测试, 2019,45(12): 119-125.
[3]石韵昭,倪军,李宁钏,等 .基于机器视觉的双工位载带检测系 统研究[J].计量学报,2019,40(2):196-200.
[4]黄南海,汪志成,周显恩 .基于机器视觉的 3C外壳工件螺孔位 置尺寸测量系统[J].机电工程技术. 2022,51(5): 78-83. [5] 杜兵.基于机器视觉的高精度小尺寸测量方法[J].机电工

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



