(嘉峪关宏晟电热有限责任公司 甘肃 嘉峪关 735100)
摘 要:350MW超临界机组锅炉低温再热器蛇形管段,规格φ50.8×4,由于磨损超标、导致爆管泄漏;此区城由于空间狭小、管排结构紧凑、管距小、水平布置的受热面集中,导致水平管段下半圈无法观察,不能直接焊接;如因焊接质量差或检查不当而造成低温再热器泄漏爆管,甚至会产生大面积换管事件。通过现场勘察,决定采用焊接技能要求最高,操作难度最大的焊接工艺——镜面焊,才能满足现场检修焊接要求。
【关健词】镜面焊 低温过热器 焊接工艺 规范
O、引言
在火力发电厂过热器、再热器、省煤器常以蛇形管形式存在,由于超温、磨损、腐蚀等原因导致泄露或爆管。本文以低温再热器蛇形管段为例。
1、 部件的焊口位置、材料
铝电350MW#3机组低温再热器蛇形管段(规格φ50.8×4mm),材质为12Cr1MoVG,如(图1)所示。
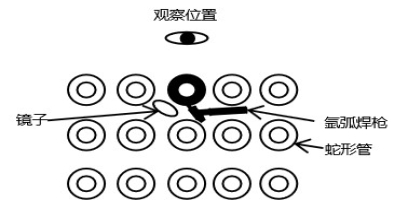
图1 低温再热器蛇形管示意图
12Cr1MoVG是一种珠光体耐热钢,具有优良的高温强度和抗氧化性能,良好的耐热性和耐蠕变性,能在高温高压环境下保持良好的力学性能,具有良好的可锻性。12Cr1MoVG其材料的化学成份(见下表)
C% | Si% | Mn% | S% | P% | Mo% | Cr% | V% | Ni% | W% | Cu% |
0.08 0.15 | 0.17 0.37 | 0.40 0.70 | ≤0.035 | ≤0.035 | 0.25 0.35 | 0.39 1.20 | 0.15 0.30 | — | — | — |
2、 难点分析和相应措施
2.1 焊接过程出现的问题
由于空间狭小、管排结构紧凑、管距小、水平布置的受热面集中,导致水平管段下半圈无法观察,不能直接焊接,需采用“镜面焊”技术。
镜面焊接技术,是依据镜面成像原理,在肉眼无法观察到的位置放置一面镜子,通过镜子观察熔池来控制焊接操作。
镜面焊操作难点:
1.成像原理不同,肉眼普通视觉成像为立体成像,而镜面观察的成像是平面成像。
2.观察方向与实际不同,镜面观察的方向与脑力正常思维方向相反。
3.观察距离增加,镜面观察距离是正常观察距离的两倍,对于操作者来说,需要有较好的视力。
应对措施:
镜面焊是左右手协同操作,更是对眼力和脑力的逆向挑战。
1.由于成像原理不同,平面成像和立体成像存在观感的差异,操作者需打破常规,长期练习克服观感带来的困难。焊接时应将焊丝弯曲一定弧度,放在待焊部位,焊枪应沿管道弧面移动,克服因视觉差异造成的成像困扰。
2.克服观察方向相反所带来的困难,操作者要克服惯性思维,从思想上克服利用镜子观察事物方向相反的状态,反复练习。
3.对于观察距离增加的问题,操作者要尽量使镜子靠近所需焊接的管子,但不能影响氩弧焊枪的运动及送丝操作,从而减小距离。
3、焊接工艺要点
3.1焊前准备。
(1)坡口加工采用坡口机进行加工,坡口角度60±2°按照下图2所标注的尺寸要求进行坡口加工和组对工作。
(2)偏斜度:对接管口端面应与管子中心线垂直,偏斜度△f≤1mm。
(3)其它要求:避免强力对口,不允许错口。
![]() (4)将坡口表面及管道内、外壁的油、漆、垢、锈等清理干净,直至露出金属光泽,清理范围:每侧内外各为10-15mm。
(4)将坡口表面及管道内、外壁的油、漆、垢、锈等清理干净,直至露出金属光泽,清理范围:每侧内外各为10-15mm。

图2 坡口加工及组对尺寸示意图
3.2焊接工器具检查
氩弧焊枪的气密性检查,氩气胶管有无破损漏气,氩气流量计的气密性检查;电焊机电流的稳定性,可调节性完好性等。
3.3氩气要求
焊接用的氩气质量应符合GB/T4842-2017的规定,并应有出厂合格证,且氩气纯度不低于99.95%,在焊接过程中当瓶余压为0.5-1MPa时应停止使用。
4、焊接材料及工艺选择
焊接材料选用 GB/T 8110 ER55-B2-MnV (CHG-ER55B2V)或AWS A5.28 ER80S-G的主要化学成份见下表;
焊丝GB/T 8110 ER55-B2-MnV(CHG-ER55B2V) AWS A5.28 ER80S-G
 5、焊接
5、焊接
5.1 GTAW打底焊接,对350MW超临界机组锅炉低温再热器蛇形管段(规格φ50.8×4);需从坡口缝隙中观察进行打底焊接操作,采用两个半圆自下而上的方式,确保焊透。
5.2 GTAW盖面焊接
(1)将镜子固定在施焊管道下方5点或7点合适位置,以便观察6点至3点或9点位置,氩弧焊枪则处于另一侧,送丝手臂与握焊枪手臂处于施焊管道两侧,进行施焊。

焊道排列图
5.3工艺参数
打底焊接、盖面焊接均采用高频氩弧焊炬进行操作。在保证熔化和焊接的前提下,采用合适焊接电流,低热输入的焊接参数。

6、 检验
焊接完成后,通过外观检测和射线探伤对焊缝进行检测,评定等级为一级,焊缝合格。
7、结论
由于镜面焊操作在酒钢集团公司属于首例,无论从技术,还是工艺都没有先例;通过模拟检修现场实际练习操作,并对模拟镜面焊接试件进行金属检测,结果全部合格。此工艺符合低温再热器蛇形管段服役要求。结合铝电分公司#3机组检修,对低温再热器蛇形管进行更换12根管,所有焊缝焊接质量一次性合格,合格率100%。结合日常技能培训,此工艺可广泛推广及应用,实现技术及工艺突破,为锅炉稳定运行提供坚实的技术保障。
8、 参考文献
1.《焊接工程师手册》机械工业出版社
2.《火电厂金属材料焊接技术管理》中国电力出版社
3. 《新型耐热钢焊接》中国电力出版社
作者简介:杨海东(1985.8-),性别:男,民族:汉族,籍贯:甘肃玉门,学历:本科,职称:高级工程师,研究方向:金属焊接及热处理

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



