(1.航天精工股份有限公司;2.河南航天精工制造有限公司;3.河南省紧固连接技术重点实验室)
摘要:本文通过滚压力单因素实验,研究了滚压力的变化对GH4169高温合金螺栓圆角滚压强化后残余应力和疲劳寿命的影响。结果表明,螺栓头下圆角处经滚压强化后疲劳寿命显著提高,实测寿命可由未滚压状态的约5.9万次提升至约90.00万次,头下圆角处寿命可提升至约598.77万次,滚压工艺可显著提高螺栓的疲劳寿命。
关键词:GH4169螺栓;圆角滚压;仿真分析;残余应力;疲劳寿命
![]()
0 引言
GH4169高温合金是一种镍基高温合金,主要应用温度范围为-253 ~ 650℃。该合金因强度高且能够在高温复杂应力条件下长期可靠服役,被广泛应用于发动机和航空航天连接用螺栓[1]。螺栓是各种装备的关键基础零件,其质量对装备的总体寿命有重要影响。据统计,螺栓的主要失效形式是疲劳断裂,在螺栓的疲劳破坏中从头下圆角处断裂的约占60%,从螺纹处断裂约占25%,从螺纹与杆部连接处断裂约占15%[4]。由此可见从螺栓头下圆角处断裂是螺栓疲劳断裂的主要位置之一,圆角处的强度会直接影响到螺栓的机械强度[2-3]。
本文利用Abaqus结合Fe-safe建立GH4169高温合金螺栓的圆角滚压和拉-拉疲劳有限元模型,并通过实验验证了模型有效性。通过验证后的模型,选用不同的滚压力获得其对应的残余应力和疲劳寿命,将工艺参数-残余应力-疲劳寿命联系起来,分析其内在规律。
1 实验方案
1.1螺栓圆角滚压实验方案
螺栓样品为GH4169普通螺纹六角头螺栓,通过前期研究发现,滚压工艺参数中滚压力对残余应力和疲劳寿命的影响最为显著。因此设计滚压力单因素实验见表1,深入探究滚压力对滚压强化结果的影响。
表1单因素(滚压力)实验表
序号组 | 滚压力(N) | 序号组 | 滚压力(N) |
1 | 50 | 2-9 | 600 |
2 | 100 | 2-10 | 750 |
3 | 150 | 2-11 | 1250 |
4 | 200 | 2-12 | 1750 |
5 | 250 | 2-13 | 2250 |
6 | 300 | 2-14 | 2750 |
7 | 375 | 2-15 | 3250 |
8 | 450 | 2-16 | 3750 |
*滚压转速为300r/min,滚压时间为2.5s,滚压轮角度为45° | |||
1.2残余应力检测和螺栓疲劳试验方案
本实验中,残余应力采用X-350A型X射线应力测定仪进行检测。测量方法选用侧倾固定Ψ法,定峰方法选用交相关法,电压选择25.0KV,电流选择7.0mA。本文中所述残余应力均为轴向残余应力。
拉-拉疲劳试验按GJB715.30A-2002标准在疲劳试验机上进行,拉-拉疲劳拉伸的最大载荷为13.35kN,最小载荷为1.33kN,是最大载荷的10%,平均载荷为7.34kN,交变载荷为6.01kN,加载频率为140Hz。
2 有限元模型建立
2.1螺栓圆角滚压有限元模型
滚本文所采用的GH4169高温合金螺栓的材料密度为8.24 g/cm3,杨氏模量为200GPa,泊松比为0.3,屈服强度为1050MPa,抗拉强度为1350MPa,延伸率为20%。滚压工艺参数中滚压力的选择范围为50N~3750N,滚压时间的选择为2.5s,滚压转速选择为300r/min,滚压轮角度为45°。
2.2螺栓疲劳仿真模型
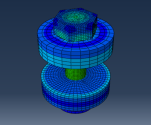
疲劳试验示意图如图1(a)所示,根据疲劳试验建立的拉-拉疲劳仿真模型如图1(b)所示。通过将螺栓滚压后的残余应力场作为疲劳仿真的初始应力场,得到经滚压强化后螺栓在一个疲劳周期内的应力变化。最后将仿真结果作为初试条件导入Fe-safe求解疲劳寿命。
|
|
(a)示意图 | (b)有限元模型 |
图1疲劳试验示意图和有限元模型 | |
3 实验结果及分析讨论
3.1实验结果及有限元模型验证
经过滚压实验和疲劳试验,得到未滚压的螺栓的疲劳寿命平均值为5.90万次,疲劳断裂位置均为头下圆角处;得到滚压强化后(分别以序号组4和8为例)的螺栓的疲劳寿命平均值分别为17.98万次和89.28万次,疲劳断裂位置也均为头下圆角处。
通过有限元分析,得到未经滚压的螺栓的疲劳有限元仿真结果如图2(a)所示,疲劳寿命最小处为螺栓头下圆角,最小疲劳寿命为5.90万次;序号组4和8的有限元仿真结果分别如图2(b)和2(c)所示,疲劳寿命最小处也为螺栓头下圆角,最小疲劳寿命分别为18.84万次和91.41万次。
|
|
|
(a)未滚压 | (b)序号组4 | (c)序号组8 |
图4疲劳有限元仿真结果 | ||
全部实验和仿真结果见表2。通过将实测结果和仿真结果对照,发现除序号组1、2和3外,采用本模型计算的疲劳寿命的有限元仿真结果与实测值接近,且误差小于5%,由此可验证本模型的有效性。序号组1、2和3误差超过5%的原因为滚压前螺栓的前序加工工序产生的残余应力的干扰。
表2单因素(滚压力)实验结果
序号组 | 残余应力 实测值(MPa) | 残余应力 仿真值(MPa) | 疲劳寿命 实测值 (万次) | 疲劳寿命 仿真值 (万次) |
1 | -8 | -12 | 7.92* | 8.71* |
2 | -15 | -18 | 9.55* | 10.15* |
3 | -27 | -32 | 11.92* | 12.83* |
4 | -42 | -48 | 17.98* | 18.84* |
5 | -53 | -58 | 20.34* | 21.15* |
6 | -70 | -75 | 23.56* | 24.23* |
7 | -89 | -93 | 46.77* | 47.16* |
8 | -120 | -126 | 89.28* | 91.41* |
9 | -175 | -183 | >90.00** | 299.89* |
10 | -224 | -219 | >90.00** | 598.77* |
11 | -309 | -314 | >90.00** | 501.63* |
12 | -382 | -398 | >90.00** | 412.34* |
13 | -471 | -490 | >90.00** | 324.55* |
14 | -532 | -523 | >90.00** | 231.43* |
15 | -600 | -623 | >90.00** | 166.73* |
16 | -748 | -768 | >90.00** | 95.66* |
*为疲劳拉伸断裂位置为螺栓头下 | ||||
**为疲劳拉伸断裂位置为螺栓螺纹 | ||||
3.3 疲劳寿命分析
通过疲劳试验得到螺栓的疲劳寿命实测值见表2第三列,发现随滚压力的增大,螺栓疲劳断裂的位置由头下圆角处转变为螺纹处。因试验用螺栓螺纹处的最大疲劳寿命约为90.00万次,所以当头下圆角处疲劳寿命大于90.00万次后,无法再通过疲劳寿命实测值反映螺栓头下圆角处的疲劳寿命。此时,可通过验证后的有限元模型进行仿真分析得到螺栓的疲劳寿命仿真值,对螺栓头下圆角处寿命进行预测,结果见表2第四列。
通过综合分析螺栓头下圆角残余应力和塑性变形情况,可知产生此疲劳寿命随滚压力变化先增加后减小现象的原因为:随滚压力的增加,螺栓头下圆角处的残余压应力增大,残余压应力能够有效的抵消疲劳拉伸产生的载荷,因此疲劳寿命增加;但当滚压力过大,滚压会使螺栓头下圆角处的塑性变形量超差,导致圆角处过渡不平滑产生较大的应力集中,从而使疲劳寿命减小。
4结论
(1)GH4169高温合金螺栓头下圆角处经滚压强化后疲劳寿命显著提高,实测寿命可由未滚压状态的5.9万次提升至90.00万次左右,头下圆角处寿命可提升至约598.77万次,滚压工艺可显著提高螺栓的疲劳寿命。
(2)当滚压转速为300r/min和滚压时间为2.5s时,螺栓疲劳拉伸结果从断头下到断螺纹的临界滚压力参数约为450N。随滚压力的增加,螺栓头下圆角处的疲劳寿命迅速增加,并在滚压力约为750N时达到最大值。但随着滚压力的进一步增加,螺栓的疲劳寿命又开始迅速下降。
5参考文献
[1]钟丽琼. 表面形变强化残余应力场对Inconel718高温合金高周疲劳性能的影响规律研究[D].贵州大学,2019.
[2]廖英岚. 激光选区熔化成形GH4169高温合金的残余应力研究[D].华中科技大学,2017.
[3]Yang J, Liu D, Zhang X, et al. The effect of ultrasonic surface rolling process on the fretting fatigue property of GH4169 superalloy [J]. International journal of fatigue. 2020;133:105373.
[4]王勉,王自勤.Tcl6螺栓头下圆角滚压工艺参数与疲劳强度研究[J].贵州工业大学学报(自然科学版),2008(5).
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号