钟鸿建
贵州中烟工业有限责任公司贵定卷烟厂贵州省黔南布依族苗族自治州551300
摘要:我厂现用风选除杂机对烟片中杂物剔除效果良好,然而经风送后的叶片较为松散,当物料流量出现波动时,除杂机堵料现象时有发生。通过本课题的研究,研制出一种该工序堵料检测报警装置,有效降低加料工序断料次数的发生,保障生产的连续性提升产品质量。
关键词:风选除杂 堵料 检测报警装置
前言
FT4系列杂质检测剔除机第一代原型机由江苏恒森烟草机械有限公司、贵州中烟工业有限责任公司贵定卷烟厂双方通力合作共同开发研制生产,用于烟草工业的制丝和打叶复烤生产线的烟片除杂设备。以风力输送的方式配合光谱分析的基础上研发的垂直风送烟片多光谱异物剔除机,能够自动挑拣出烟片中的青霉烟片、纺织物、塑料片、纸片、木片及烟梗、金属物、土石块、烟末灰砂等,并且能够将青霉烟片和轻质异物、重质异物分类输出,风选除杂机对烟片中杂物的剔除效果较好,但经风送后的烟片松散,当物料流量突然增大时,容易发生除杂机堵料的情况,从而导致下游加料工序断料,进而影响产品质量。鉴于此,急需对该问题进行研究解决,提高风选除杂工序物料的连续性,以此降低下游加料工序断料次数。
一、问题的提出
经统计, 2018年1-3月,加料工序生产334个批次,正常批次315个批次,断料19个次,断料率5.68%。通过对19个断料批次统计时发现,除杂机堵料15次,占比78.94%,其他4次,占比21.06%。具体见表1.
表1.断料原因统计表
序号 | 次数 | 占比 | 原因 |
1 | 15 | 78.94% | 除杂机堵料,导致断料 |
2 | 1 | 5.26% | 预混柜跑车系统故障,导致断料 |
3 | 2 | 10.52% | 212皮运机堵料,导致断料 |
4 | 1 | 5.26% | 麻丝剔除堵料,导致断料 |
由以上分析,只要解决除杂机堵料导致的断料,加料工序断料率将得到大幅提升。
二、故障原因与分析
风选除杂工序主要由FT4系列风选除杂机、进料皮运机、进料提升机、进口振槽、出口皮运机组成。
FT4系列烟草除杂机用于烟草工业的制丝和打叶复烤生产线的烟丝除杂设备。主要由进料气闸装置、烟片风力输送系统、重力分风系统、光谱检测系统、异物剔除通道、料器分离装置、冷却系统、电控系统等八个主要部件组成。然而,该垂直烟草除杂机为FT4系列第一代原型机,设计上存在缺陷。进料室与出料室堵料频发,因而造成工序断料频发。
经现场观察设备的实际工作状况,对设备的运行参数、物料情况进行查看,通过实地调查调查了解发现:操作工在工作时,主要是对剔除的轻质杂物与轻质杂物进行挑选,收集正常的烟片进行回掺,从而降低烟叶消耗。风选除杂机机尺寸规格较大,物料通道安装位置较高,当除杂机发生堵料时,操作工不易及时发现,以致不能及时疏通物料或切换为旁线通道过料,是造成断料的主要原因。
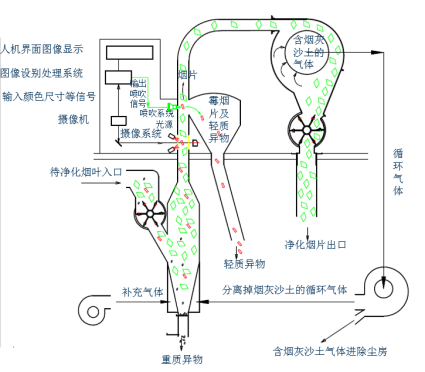
图1.风选除杂机工作原理图
三、改造方案
除杂工序发生断料,主要原因为当除杂机发生堵料时,操作工不易及时发现,以致不能及时切换为旁线通道过料,造成断料发生。
为此,拟研究研制断料检测装置。在光谱除杂机任何一个环节出现异常无法输送物料时,检测装置系统发出声光报警,操作工及时更换物料输送路线,即物料不经过除杂机自动切换改走旁线,从而确保下道工序生产的连续性。
经论证,通过在风选除杂工序M12、M8及M7三条皮运机上分别安装一对光电管并实施布线。当该工序段设备组合生产运行后,在M12皮运机上检测到有物料信号开始计时,而在设定的记时时间之后, M7、M8皮运机上未检测到物料,则判断风选除杂机堵料,系统则发出声光报警,操作工及时发现并更换旁路输送路线为皮运机1、2、3、4方向出料,其中皮运机1具有正反转功能。以此,可确保下道工序生产的连续性,实现风选除杂设备出现堵料故障后的物料输送路线的快速转换。设定的记时时间的数据来源根据是除杂工序线段设备正常运行时M12皮运机检测有料后开始计时至M8、M7皮运机通道检测到有物料信号时的时间,并多次测试得出的数据。
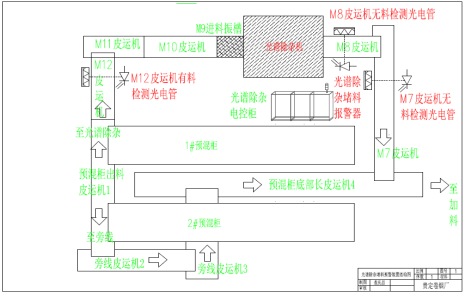
图2. 风选除杂工序设备流程及检测装置光电管安装位置示意图
四、元器件选择、程序设计编程及调试
1、欧姆龙(OMRON)对射式光电管,型号:E3FA-TP21-L/E3FA-TP21-D,10to30VDC,数量3对;
2、控制电缆KVVR 3*0.75mm²,数量100米;
3、派特莱(PATLITE)声光报警器,型号:LKEH-402FA-RYGB,DC24V,数量1件;
4、按钮黄色蓝色各一个,型号:LAY50-22D-11(1NO+1NC);
5、数字量输入/输出点,利用用除杂机系统本地控制电柜现有PLC数字量输入/输出模块冗余备用点,无需另外安装。
6、本地控制电柜现有PLC配置为:CPU315-2DP(315-2AH14-OABO),输入模块型号:DI 16xDC 24V(321-1BHO2-0AA0),输出模块型号
:DO 16Xdc24V/0.5A(322-1BH01-0AA0)。
7、在风选除杂工序M7、M8及M12三条皮运机上分别安装三对对射式光电管并实施布线。光电管作为检测元件,利用被检测物对光束的遮挡,由同步回路接通电路,从而检测判断物料的有无。
8、设计程序,当在M12皮运机上检测到有物料,而在设定的记时时间之后, M8、M7皮运机上未检测到物料,则判断风选除杂机堵料,报警器发出声光报警。经现场调制程序测试,将记时时间设置为5分钟较为合适。
程序调试完成后,进行现场模拟验证,当M12皮运机上光电管被遮挡,系统开始计时,5分钟记时时间到后,M8与M7皮运机上光电管仍未被遮挡,系统判断为堵料则发出声光报警。
五、结束语
通过对改造前1-3月及改造后7-9月对加料工序的断料情况进行跟踪统计,统计表如下:
表2改造前后加料工序生产及断料统计表
项目 | 时间 | 生产批次 | 断料 | 断料率 | 风选除杂导致断料 | 风选除杂产生断料率 |
改造前 | 2018年1-3月 | 334批次 | 19批次 | 5.68% | 15批次 | 4.49% |
改造后 | 2018年7-9月 | 305批次 | 3批次 | 0.98% | 0批次 | 0.00% |
经以上统计加料工序断料率大幅降低,提升了该工序生产的连续性及产品质量。
参考文献
1·《PLC编程及应用》,第三版,廖常初;
2·《FT4风选除杂机使用说明书》,江苏恒森烟草机械有限公司;
3·《欧姆龙(OMRON)光电管,E3FA-TP21系列使用说明书》;
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



