宝钢湛江钢铁有限公司 湛江 524000
摘要:基于绿色环保、减碳降碳的社会需要,商用车的轻量化需求强烈。前期的发展以大梁、上装为主,近两年车轮的轻量化逐渐提速,也开始大量应用500-600MPa级高强钢。湛江钢铁快速响应车轮钢发展趋势,协同用户开发590Mpa级别(SPFH590)车轮钢,从成分、工艺、性能及各项试验检测方面进行深入研究,成功开发590Mpa级别车轮钢,实现了590Mpa级别车轮钢量产的能力。
关键词:车轮钢、590Mpa、汽车、热轧
Development and research of 590Mpa grade wheel steel products
Li shanshan
Baosteel Zhanjiang Iron and steel Co.Ltd. Zhanjiang 524000
Abstract: Based on the social needs of green environmental protection and carbon reduction, there is a strong demand for lightweight commercial vehicles. In the early stage of development, the main focus was on large beams and upper structures. In the past two years, the lightweight of wheels has gradually increased, and a large amount of 500-600MPa high-strength steel has also been used. Zhanjiang Iron and Steel quickly responded to the development trend of wheel steel and collaborated with users to develop 590Mpa grade (SPFH590) wheel steel. Through in-depth research on composition, process, performance, and various experimental tests, they successfully developed 590Mpa grade wheel steel and achieved the ability to mass produce 590Mpa grade wheel steel.
keyword:Wheel steel、590Mpa、Automobile、hot rolling
0 前言
钢制车轮又称钢圈,介于轮胎和车桥之间承受负荷的旋转件,通常由轮辋和轮辐两个主要部件组成,另还有挡圈、轮毂等其他部件。常见车轮强度级别为屈服330MPa、370MPa、420MPa、450MPa,湛江钢铁所供车轮钢级别屈服为225MPa-420MPa,主要加工成轮辐、轮辋 挡圈,用于工程机械、农用机械、小型客车。车轮轮辐一般采用旋压和冲压技术成形,轮辋生产工艺包括下料、闪光对焊、刨渣、切边、压边、扩口、滚压、扩涨、打孔等工序,轮辋和轮辐成型后以CO2电弧焊或电焊装配在一起。车轮复杂的加工工序要求车轮钢必须具备良好的强韧性、塑性、焊接性、冲压成型性、抗疲劳性、钢材性能波动性小、合适的强度、材质洁净度高等。随着汽车技术的不断进步发展,当前汽车轻量化发展趋势明显,对强度更高厚度更薄的钢铁材料需求持续增加,湛江钢铁在前期低强度牌号车轮钢的基础上,主动对接市场和用户需求,开发中高强度牌号车轮钢产品。通过了解用户需求和市场情况结合制造能力,优先开发牌号SPFH590车轮钢。

图1钢制车轮结构
1成分及工艺确定
1.1产品技术要求
首次试制为5.0mm厚度轮辐用车轮钢,用于客车车轮,详细成分和性能要求见下表。
牌号 | 规格/mm | 标准 | 用途 | 屈服/横向(Mpa) | 抗拉(Mpa) | 延伸率(%) |
SPFH590 | 5.0*1550 | Q/BQB 310 2019 | 轮辐 | ReH≥420 | 590 | ≥22 |
表1产品规格及性能要求
牌号 | 化学成分(wt%) | |||||
C(%) | Si(%) | Mn(%) | P(%) | S(%) | Alt(%) | |
SPFH590 | ≤0.18 | ≤0.60 | ≤2.00 | ≤0.025 | ≤0.020 | ≥0.010 |
为改善钢的性能,根据需要可添加其他合金元素,此时Alt的下限不要求。 | ||||||
表2产品成分要求
1.2产品质量设计及工艺确定
车轮钢一般采用低碳软钢成分设计,低碳软钢具有良好的成型性能,但为了追求高强减薄,车轮钢的发展趋势为以C-Mn成分为基础添加微量Nb、Ti,配合控轧控冷技术以获得均匀细密的铁素体+少量珠光体或铁素体+贝氏体。钢板的强度高,塑性好,冷成型性及闪光对焊、抗疲劳性能优良。珠光体的体积分数随着C含量的增加而增加,增加C含量有利于车轮钢强度的增加,但使塑性和韧性降低。低屈服强度要求的钢材,一般采用C含量低于0.09%生产,避开包晶区,同时获得良好成型性的产品。同时车轮厂加工过程中使用闪光对焊,而闪光焊工艺需要钢板中硅锰比达到一定的要求,故车轮钢设计中一般含Si。一方面,Si以固溶强化的方式固溶在钢板基体中发挥明显的强化效应;另一方面,Si元素的添加提高了C在铁素体中的化学势,增加C元素向奥氏体中扩散的驱动力,对提高奥氏体的淬透性以及改善铁素体的纯净度有重要作用。但Si含量过高对钢板塑性和韧性不利,会在热轧板表面形成锈红铁皮缺陷,影响产品外观及后续表面处理,需要控制平衡好硅含量。
根据厂内同级别钢种成分和工艺体系结合车轮钢性能要求,决定在前期6mm厚590Mpa级别相似钢种成分和工艺基础上进行微调,确定钢种成分和轧制工艺如下表。炼钢工艺采用RH精炼处理,严格控制和减少钢中非金属夹杂物及成分偏析,同时对夹杂物进行变性处理,使长条状的硅酸盐夹杂断开成球粒状,投用电磁搅拌器从而使有害的硅酸盐夹杂较为分散和均匀地分布,改善钢板冷弯性能。热轧层冷采用常规冷却。
牌号 | 成分 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | Al(%) | Nb(%) | Ti(%) | N(%) |
SPFH590 | 范围 | ≤0.09 | ≤0.30 | ≤1.90 | ≤0.015 | ≤0.010 | ≤0.040 | ≤0.060 | ≤0.060 | ≤0.005 |
表3参考成分
牌号 | 厚度/mm | 出炉温度(℃) | 终轧温度(℃) | 卷取温度(℃) | 层流冷却 |
SPFH590 | 6.0 | 1260±30 | 850±20 | 560±20 | 常规冷却 |
表4热轧工艺

图2参考牌号性能数据
1.3产品性能及用户使用情况
第一轮试制1卷30吨,厂内检测各项性能满足要求,见下表。送用户后用作轮辐生产正常,各项性能参数满足条件,后续台架实验正常,认证通过。用户改为轮辋用途(有焊接工序):焊接20 件,出现焊接焊缝严重拉薄1件,轻微拉薄3件,不良率20%,影响使用,需要完善改进。
数量 | 规格(mm) | ReH(Mpa) | Rm(Mpa) | A% |
1卷 | 5.0*1550 | 589 | 646 | 25% |
表5成品性能参数



图3轮辐用正常 图4轮辋用出现焊缝拉薄
2成分工艺改进完善
首次生产因用途传递为轮辐,采用强度偏高的成分工艺生产,考虑提高轮辐的耐疲劳性能,但对于轮辋用途,母材强度太高,与焊接接头强度不匹配,不利于焊接,焊缝区容易拉薄。与用户沟通针对轮辋用重新调整成分工艺,按照用户需求试制4.2mm轮辋用590Mpa级别车轮钢,规格参数及性能要求见下表。
牌号 | 订货厚度 | 订货宽度 | 订货量/吨 | 标准 | 用途 |
SPFH590 | 4.2mm | 1530 | 30 | Q/BQB3102023 | 轮辋 |
表6轮辋用产品规格
牌号 | 拉伸试验(横向,L0=50mm,b=25mm) | 弯曲试验(横向,b≥20) | ||
ReHMPa | RmMPa | 延伸率 δ5% | 180弯曲 内径d | |
SPFH590 | ≥420 | ≥590 | ≥22 | d=3.0a |
表7轮辋用产品性能要求
对于焊缝拉薄问题,分析材料微观组织为珠光体加铁素体组织,对比同规格材料判断为晶粒度偏大,导致焊缝处强度下降拉薄,主要改善方向为降低母材强度,提高焊接接头的强度,增强热影响区与母材的匹配性。优选强度相较之前低,碳当量相较之前高,含Nb的成分钢种生产,焊缝及热影响区由于铌元素的存在,会使晶粒细化,焊缝区强度下降少,从而减少焊缝拉薄发生率。
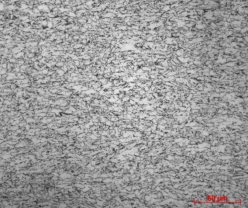
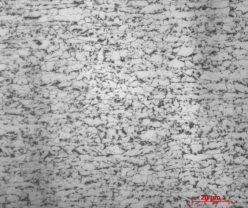
图5第一轮试制金相
2第二轮成分及生产工艺确定
对标其他基地及湛江相近牌号成分,均能满足SPFH590的要求,对比性能数据以及第一轮试制的结果,结合轮辋用车轮钢的调整方向,选择湛江JT6422A1出钢记号的成分进行生产,炼钢采用RH精炼,热轧工艺见附表,参考酸洗SPFH590的工艺对终轧温度进行微调。
基地 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | Alt(%) | Ti(%) | Nb(%) |
宝山DU6895A1 RH | ≤0.09 | ≤0.05 | ≤1.40 | ≤0.020 | ≤0.005 | ≤0.04 | ≤0.05 | ≤0.025 |
青山GT6422D4 | ≤0.09 | ≤0.12 | ≤1.50 | ≤0.015 | ≤0.02 | ≤0.06 | ≤0.05 | ≤0.06 |
梅山IU5820A4 | ≤0.09 | ≤0.12 | ≤1.50 | ≤0.015 | ≤0.003 | ≤0.04 | ≤0.03 | ≤0.04 |
表8其他基地相近牌号成分
出钢记号 | 湛江 | C(%) | Si(%) | Mn(%) | P(%) | S(%) | Alt(%) | Ti(%) | Nb(%) | Ca |
JT6422A1 | SPFH590 RH | ≤0.09 | ≤0.13 | ≤1.75 | ≤0.0215 | ≤0.005 | ≤0.04 | / | ≤0.05 | ≤0.0035 |
EU5410A6 | SPFH590 LF+RH | ≤0.08 | ≤0.05 | ≤1.5 | ≤0.015 | ≤0.002 | ≤0.05 | ≤0.035 | ≤0.05 | / |
EU5410A3 | SPFH590 LF+RH | ≤0.09 | ≤0.13 | ≤1.75 | ≤0.0215 | ≤0.005 | ≤0.04 | / | ≤0.05 | / |
表9湛江钢铁相近牌号成分
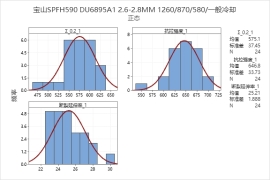
宝DU6895A1 2.6-2.8mm 1260/870/580 575/645/25 |
|
图6宝山相近牌号工艺性能
酸JT6422A1 3.5-5.0mm 1260/840/560 560/631/24 | EU5410A6 4.0-5.0mm 1260/840/560 610/644/23 |
|
|
热EU5410A3 4.0-6.0mm 1260/840/560 610/635/22 | 酸EU5410A3 5.0-6.0mm 1260/840/560 602/656/21 |
|
|
图7湛江相近牌号工艺性能
牌号 | 规格/mm | 出炉设计 | 终轧设计 | 卷取设计 | 冷却 |
SPFH590 | 4.2 | 1260 | 840 | 560 | 常规冷却 |
表10最终热轧生产工艺
3第二轮产品性能及用户使用情况
第二轮试制产品性能符合协议需求,强度在第一轮基础上有所下降,微观金相分析,晶粒度更加细化,达到预定设计目标,详细数据见下表和图。跟踪用户生产38片,焊接、扩孔、冲压等工序正常,成品合格,焊缝处拉薄现象改善明显,符合用户使用标准,后续台架实验各项数据正常,顺利通过,具备正常供货的能力。
数量 | 规格(mm) | ReH(Mpa) | Rm(Mpa) | A% |
1卷 | 4.2*1530 | 574 | 617 | 27% |
表11第二轮成品性能参数
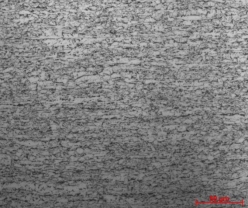

图8第二轮试制金相



图9第二轮试制产品用户端使用图
4后续工作方向及总结
车轮钢是宝钢重要产品之一,年供货量在20-30万吨。目前,车轮钢成分设计体系一直沿用多年前的铌微合金化成分,并且同一强度等级的车轮钢未区分轮辋轮辐设计,成本较高。实际上,车轮的轮辋、轮辐对材料的要求区别很大,轮辐采用旋压、冲压工艺加工,要求较高的成形性能和疲劳性能,轮辋采用焊接后滚压并扩张成形,要求较好的焊接性能和焊接接头强度。轮辐材料要求加工成车轮后仍具有良好的疲劳性能,因此应尽可能减少加工过程可能导致的疲劳性能下降。湛江钢铁590Mpa级别车轮钢的成功开发标志着在高强车轮钢领域的一大突破,但是在更高级别和车轮钢成本方面与同行业还存在着较大的差距,目前部分车轮厂已开始采用650MPa级车轮钢进行轻量化车轮的生产,同时在成本方面采用了诸多合金降本的措施,后续湛江钢铁将聚焦车轮钢的轻量化,协同用户开发更高级别更低成本的车轮钢。
参考文献
[1] 肖国亮,徐永先.汽车车轮钢的研制与开发[J].汽车工艺与材料:2012年10期
[2] 何先勇.热轧车轮用钢的系列化开发[J].河北冶金:2023年10期
[2] 蔡宁.不同状态590车轮钢的疲劳裂纹原位分析[J].工程科学与技术:第55卷第3期
作者:李山山,男,主要从事热轧工艺技术研究和热轧产品开发工作

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号