吉林烟草工业有限责任公司长春卷烟厂 吉林 长春 130031
《摘要》:ZJ17型卷接机组,是中国烟草总公司引进德国虹霓公司专有制造技术,由常德烟草机械有限责任公司转化生产的卷接设备,在ZJ17卷烟机组生产降焦型卷烟时,就必须通过在线激光打孔来实现。生产过程中由于组烟二次搓接,胶垢会由于高速旋转溢出,污染激光打孔鼓轮与拨烟轮,造成烟支在激光打孔鼓轮与拨烟轮之间阻塞,严重时造成拨烟轮夹烟与拨烟位置错位。拨烟轮夹烟位置错位时,造成激光打孔鼓轮与拨烟轮夹持组烟稳定性较差,烟支激光打孔数值不稳定,容易造成烟支质量缺陷。拨烟轮拨烟位置错位时,还会造成组烟起始位置和终止位置发生改变,烟支激光打孔数值不稳定,严重时拨烟轮将组烟表面刮破。形成烟支A类缺陷。需停机重新对拨烟轮夹烟与拨烟位置进行调整。由于组烟和打孔鼓轮在一个中心线上,没有定位装置无法快速调整拨烟轮,每次都需要反复调整,严重影响设备有效作业率。为了减小维修时间的浪费,提高设备生产效率,通过对激光打孔部位结构分析,设计工装方便拨烟轮夹烟与拨烟位置进行调整。
引言;
当从新调整打孔鼓轮与拨烟轮配合位置时。要先利用量棒调整打孔鼓轮拨烟轮之间距离恒定,然后转动设备使打孔鼓轮接烟槽上的组烟处于打孔鼓轮拨烟轮中心线上。松开拨烟轮顶丝,使拨烟轮其中一个拨烟条与组烟轻轻接触。锁紧拨烟轮顶丝。转动设备打孔鼓轮拨烟轮和组烟在一条中心线上。
1.存在问题
出现的问题
1.2通过目测使打孔鼓轮承烟槽与烟支和拨烟轮的中心在同一条直线上,调整精度较低,造成烟支通风度偏差较大,仍需反复进行调整。
2.原因分析
2.1激光打孔鼓轮与拨烟轮之间的间隙调整都是通过固定直径的硬质钢棒,因量棒与拨烟轮,打孔鼓轮接触面为线接触,调整精确度较低,需反复进行调整。造成不必要停机调整。
2.2调整拨烟轮与打孔鼓轮相对位置时,根据目测的方法进行调整,调整准确率较低,需反复进行调整,耗时较长造成原材料浪费。
3.激光打孔的结构分析
如图1所示,激光打孔部位主要由打孔鼓轮1、拨烟轮2 、拨烟轮支架3、锁紧套和拨烟轮轴 组成。当从新调整打孔鼓轮1、拨烟轮2 配合位置时,需松开拨烟轮支架3紧固螺钉,用量棒调整打孔鼓轮1拨烟轮2 ,使其距离恒定。锁紧拨烟轮支架3紧固螺钉。转动设备使打孔鼓轮1接烟槽上的组烟处于打孔鼓轮1拨烟轮2 中心线上。松开拨烟轮2顶丝,使拨烟轮2其中一个拨烟条与组烟轻轻接触。锁紧拨烟轮2顶丝。转动设备打孔鼓轮1拨烟轮2 和组烟在一条中心线上。为其保证准确率需反复调整,耗时较长,费时费力。
如图2所示,烟支3在进烟轮槽1与拨烟轮轴2的夹持作用下受力均匀,在一定程度上克服了靠导轨传送烟支的缺陷,保证了烟支表面质量,操作、调整、维修方便。
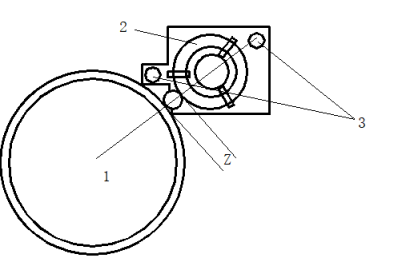
图1 激光打孔部位
1、打孔鼓轮 2、拨烟轮 3.拨烟轮支架
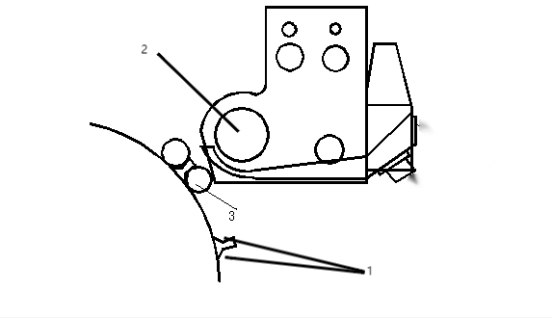
图2 激光打孔鼓轮工作方式
1、承烟槽 2、 拨烟轮轴 3、 烟支
4.本发明的技术方案
在设计激光打孔鼓轮调整工装时,主要考虑到两个方面,一方面要能减少维修时间,降低维修成本。另一方面要提高调整精度,减少反复调整的工作强度。
所以,设计工装时,要简便省力,且保证调整精度,降低维修成本。
为此,设计调整工装达到省力的目的,保证工装与打孔鼓轮,拨烟轮配合完全契合。
针对以下问题,制定改进方案及措施如下:
5.1利用打孔鼓轮定位套制作量棒定位装置,如图(三)所示,在打孔鼓轮定位套上做延申定位板,定位板一端开凹形孔,中心位置在打孔鼓轮外园距离+3.5MM处加工8MM*10MM长方形定位孔。拨烟轮突出轴一端加工延长轴,另一端打孔利用拨烟轮定位支架锁紧螺钉锁紧。
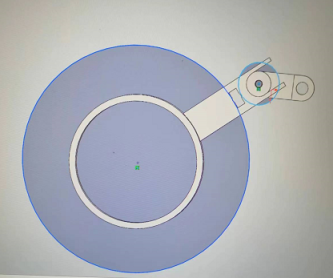
图三
5.2加工拨烟轮定位量棒如图(四)所示:一端量棒直径7.8MM长200MM中间做长方形定位块8MM*10MM*10MM,另一端做手柄10MM*100MM。
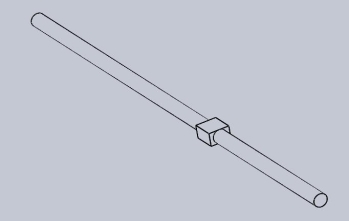
图四
5.3加工拨烟轮与打孔鼓轮定位量棒如图(五)所示:一端量棒7.1MM*9.5MM长200MM倒角中间做长方形定位块8MM*10MM*10MM,另一端做手柄10MM*100MM。
图五
6. 结合上述设计方案框图,描述设计方案流程
根据打孔鼓轮和拨烟轮结构设计工装,1、在打孔鼓轮锁紧隔套做立柱,使打孔鼓轮和拨烟轮轴中心线始终保持在一条直线上;2、在拨烟轮轴头做延长轴保证打孔鼓轮和拨烟轮轴中心线始终保持在一条直线上;3、加工长方体量棒(图四)比圆形量棒能更换好的测量打孔鼓轮和拨烟轮之间的距离;4、加工烟支圆周直径量棒,当打孔鼓轮其中一个接烟槽中心线和拨烟轮轴中心线始终保持在一条直线上,松开拨烟轮锁紧螺钉,插入量棒,使量棒手柄与工装长方形孔相结合。让拨烟轮其中一个拨烟条与量棒轻轻接触,锁紧拨烟轮锁紧螺钉。完成打孔鼓轮和拨烟轮基本调整。
7.本发明技术方案的具体实例
工装使用效果:在多次维修时对工装测试,效果都非常明显,下面是工装使用后的统计数据。
机台 | 使用工装前(分钟) | 使用工装后(分钟) | 节约时间(分钟) |
B7 | 67 | 23 | 44 |
B8 | 55 | 20 | 35 |
B9 | 61 | 26 | 35 |
表1
由表1可见:
使用整套工装前单台套平均用时:(67+55+61)/3=61分钟
使用整套工装后单台套平均用时:(23+20+26)/3=23分钟
使用整套工装后单台套平均节约用时:(44+35+35)/3=38分钟
结束语
通过使用调整工装进行拨烟轮与打孔鼓轮位置调整效果明显,调整工装达到省力的目的,保证工装与打孔鼓轮,拨烟轮配合完全契合。保证调整精度,降低维修成本。
参考文献
[1] 殷玉枫 《机械设计课程设计》.第一版.机械工业出版社2006.6
[2] 《机械制图》.大连理工大学工程化教研室编.高等教育出版社出版

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



