(信息网络公司炼油仪表,新疆独山子, 833699)
摘要:随着工业的高速发展,挥发性有机物(VOCs)在城市中产生的空气污染日趋严重,造成光化学烟雾、O3浓度升高、灰霾天气次数增加等民众关注度极高的环境问题。因而挥发性有机物气体的排放越来越受到世界各地的普遍重视,罐区污染物排放治理工作已刻不容缓。
关键词: 挥发性;VOCs;罐区;污染物;治理;密闭。
0、引言
2015年起,国家颁布了《石油化学工业污染物排放标准(GB31571-2015)、《石油炼制工业污染物排放标准》(GB31570-2015),对石化行业的污染物排放提出了明确要求。用于集输、储存和处理含挥发性有机物、恶臭的废水设施应密闭,产生的废气应接入有机废气回收或处理装置。
1、我厂罐区污水井现状
目前我厂罐区建有污水缓冲池,将罐区人工切水集中收集后在重力流流入污水处理装置;中间罐区无收集池,人工切水直接排至厂区排水系统,路径长,中间检查井多,污水中含有的挥发性有机物从沿途井中溢出,导致厂内异味,并对大气造成污染。以上各个罐区储罐切水均为人工切水,跑油现象严重,现场产生异味,环境污染比较严重,劳动强度高,脱水速度慢,含油量高,对人体有一定的伤害。
目前新老罐区储罐切水为敞口切水,不符合标准规范中密闭集输的要求。为防止储罐切出的水含油量高,造成地下水井异味,采取源头治理的原则,在储罐切水口处增加自动切水器。
2、脱水器工作原理
在一定温度下,液体介质都有其固定的谐振频率。当水中含油量发生微小的变化时,其谐振频率也会发生变化。传感器工作时,它会检测出某一温度下的液体介质的谐振频率数值,然后控制器会把该数值与原来保存在电路板CPU中对应温度下的谐振频率数值作对比,相差越大,表明水中含油量越高,信号越低。

图1 脱水器结构图
3、脱水器工作过程
当两个检测控制器都检测到水时,输出开阀信号,以一定开度打开脱水阀,开始脱水;任何一个传感器检测到水中油含量超标时,输出关阀信号,关闭脱水阀,停止脱水。脱水器停止脱水后,自动启动回油泵,将脱水器内部的油压回到油罐,油罐底部的水进入到脱水器。两个传感器再次都检测到水时,再开启脱水阀,开始脱水。水器根据水量大小自动调节阀门开度。
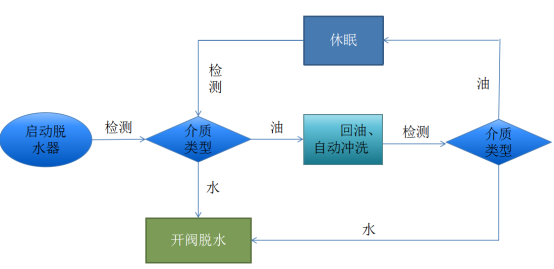
图2 脱水器工作过程图
4、控制器与调节阀逻辑关系
 图3 主、从控制器和气动调节阀逻辑关系
图3 主、从控制器和气动调节阀逻辑关系
5、气动回油系统工作过程
进入脱水器的油介质由于密度差经单项浮球后进入气缸内腔,需要回油时,仪表风推动活塞向下运动,浮球被油介质下压封住进油口,油介质只能被压向回油管直接回到油罐,或被压向离罐根阀最近的转接头再回到油罐。
气动回油启动条件是当脱水器停止脱水后,传感器继续检测,检测信号值低于设定的脱水下限并持续3分钟,气动回油开启,开启时间为10秒-15秒(根据气压大小)。气动回油每次能回油6升,回油次数可根据现场使用效果调整,一般每个周期开启2次。每次回油周期结束后,如果传感器信号值达到脱水上限,脱水器继续脱水,如果传感器信号值达不到脱水上限,脱水器将不再进行回油,而是进入休眠状态,回油泵不会一直工作。

图4 气动回油系统结构图
6、温度控制系统和自动冲洗系统工作过程
温度控制系统由脱水器内置程序、蒸汽/热水进口A、气控角座阀B、三通气控角座阀C、开关小球阀C1、加热夹套D、单向阀E、疏水阀F(热水伴热不配备)等组件组成。主传感器检测温度低于设定下限时,单向角座阀开启;双向角座阀通向开关小球阀支路保持打开状态,另一路关闭。这时蒸汽/热水的流向有两路,并同时进行,分别为:
①A→B→D→E→F, ②A→C→C1→F
当主传感器检测温度高于设定上限时,单向角座阀关闭,①路不通,停止脱水器伴热;双向角座阀通向开关小球阀支路保持打开状态,②路保持通路,给回油组件伴热的同时,蒸汽/热水也一直处于流通状态。
自动冲洗系统由脱水器内置程序、蒸汽/热水进口A、双向角座阀C、单向阀C2、脱水器内置喷头等组件组成。自动冲洗开启接在回油系统第一次开启后的第3分钟,开启时间一般设置在5秒以内。自动冲洗开启时,双向角座阀通向单向阀C2支路保持打开状态,另一路暂时关闭,这时蒸汽/热水的流向只有一路,为:①A→C→C2→探头。 考虑到冬季实际天气情况,采取优化电磁阀信号并拆除气控角座阀B 阀芯方式运行,确保伴热常开方式。
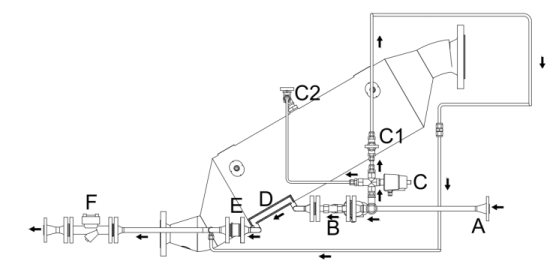
图5 温度控制系统和自动冲洗系统结构图
7、脱水过程目视化优化
为了便于观察,在脱水器前端,安装了前视镜,观察水是否已脱完;在脱水器的出口安装了后视镜,观察是否正常脱水。

图6 前视镜及后视镜结构图
8、DCS画面实现脱水器人机界面交换
脱水器的工作状态参数通过RS485通讯上传到了操作室的DCS 上。在操作室就可以看到所有的工作参数,也可以对脱水器进行“允许脱水”和“禁止脱水”。

图7 脱水器人机界面交换
9. 实施效果
自动脱水技术在罐区污水井异味治理项目中实施后,效果非常显著,避免了跑油现象造成的环境污染,同时大大降低了人工切水的劳动强度高的问题,完全实现了自动化密闭切水,将罐区的自动化水平又提升了一个高度。

图8 改造前后对比图
10.结论
罐区自动脱水技术的实现,将罐区污染物的排放彻底清零,满足了《石油化学工业污染物排放标准》、《石油炼制工业污染物排放标准》,同时将生态环境部办公厅2019年6月26日印发的 “重点行业挥发性有机物综合治理方案” 落到实处。产生了很好的社会效益,为炼化企业安全平稳生产打下了坚实的基础。
参考文献
[1]《炼油装置工艺与工程》[M] :北京:中国石化出版社,2017
[2] 集散控制系统原理及应用第三版[M]. 北京:化学工业出版社,2009(4)
[3] 自动脱水技术操作手册
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



