中车科技创新(北京)有限公司 北京 100096
1滑阀副研磨质量现状
目前铁路货车主型制动机120型空气控制阀(简称120阀),其滑阀副采用研磨工艺,长期以来,因为研磨问题导致120阀的各排气口在不同作用位置漏泄,造成120阀的一次组装试验合格率一直在60%左右徘徊。针对该问题,需进行滑阀副平面精密加工工艺、检测方法及设备配套技术研究,以提高120阀产品一次试验合格率和质量的稳定性。
2机械圆盘研磨
将机械圆盘研磨加工引入到滑阀、节制阀的研磨及油石的校对上,取代传统的手工研磨。由于研磨加工的针对性较强,对不同的工件,研磨加工方法也有很大的差别,滑阀是长方形工件,其研磨面还分布有较多的孔槽,针对滑阀的特点,研究出适应滑阀研磨的圆盘研磨工艺包括专用圆盘研磨机及相应的研磨工装。研究能在圆盘研磨机上进行校对的新型研具,即新型滑阀座油石、滑阀小面油石,使校对后的油石具有良好的切削力,研磨效率高。
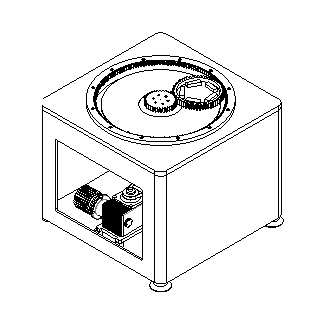 该圆盘式研磨机(见图1),带有能自动校正研磨盘的机构,能同时研磨16个滑阀或64个节制阀或8条油石,研磨效率高,研磨前将多个行星轮套圈置于工作台平面上,在套圈内放入滑阀或油石定位板,放平后将定位块套在工件上,将工件连同定位块装入工件定位板的槽内,压上配重块。在设定研磨时间和研磨频率之后,启动机器。
该圆盘式研磨机(见图1),带有能自动校正研磨盘的机构,能同时研磨16个滑阀或64个节制阀或8条油石,研磨效率高,研磨前将多个行星轮套圈置于工作台平面上,在套圈内放入滑阀或油石定位板,放平后将定位块套在工件上,将工件连同定位块装入工件定位板的槽内,压上配重块。在设定研磨时间和研磨频率之后,启动机器。
图1 圆盘研磨机
3自平衡式数控研磨机
新研制的自平衡式数控滑阀座研磨机有以下特点:
(1)采用超程研磨技术,使油石的有效工作面积增加,磨损均匀,更好地在长时间内获得较高的研磨精度。
(2)油石的加载点采用自动平衡加载的复杂运动方式,其加载点自动跟随油石运动轨迹,加载点始终处于油石工作面的中心位置,使油石在有效研磨面积内各点压力均衡。
(3)油石的往复运动采用数控技术控制的电动滑台模组,运行平稳,研磨循环次数可设定,避免油石粘连对研磨面的破坏。研磨速度调整方便准确,使得工艺通过设备得以有效执行。
4新型研具的研制
为提高油石研磨效率,较长时间保持油石的精度,研究在圆盘研磨机上进行校对的一种新型油石。从油石种类、寿命、磨料粒度、研磨速度等方面进行研究,获得较高的滑阀座平面精度及极细的表面粗糙度加工表面。经多次试验验证,金刚石油石具有切削性能良好、研磨效率高、硬度高、工作面形状保持时间长,在圆盘研磨机上容易使磨粒达到等高性、平整而均匀等优点,当然要达到研磨后的滑阀座平面具有较高的平面精度及较低的粗糙度值,还需综合考虑金刚石油石的粒度、单位面积密度以及研磨速度、研磨压力等因素,以取得合理的参数,使研磨质量稳定。新型研具金刚石油石与自平衡式数控滑阀座研磨机配套使用,研磨精度高,表面质量好,完全达到手工精研效果。
5滑阀副平面度检测方法的研究
影响滑阀副密封性能的主要因素与研磨面的平面度有关,同时更与滑阀与滑阀座面的表面形态有关。平面形态简单的说可分为凹、凸及理想平三种,在可以接受的平面度值下(如滑阀与滑阀座的平面度为3μ)凹与凸配合,其漏泄值会较小,能满足产品质量要求甚至得到较好的性能指标;而当凹与凹、凸与凸配合时将产生较大的漏泄而不合格;当理想平与凸或凹配合时其漏泄指标不一定很好,但会合格。也就是说,为了得到好的产品质量,在对研磨面的平面度检测中,不但要知道具体的平面度值,同时也要知道其平面的形态是凹还是凸。从而指导研磨钳工对研磨面的形态进行修正,避免凸与凸、凹与凹的滑阀副形式出现。
5.1 120阀滑阀副平面度气密性检测仪
120阀滑阀副平面度气密性检测仪能够满足对120/120-1滑阀、120阀/120-1阀滑阀座研磨面的平面度及气密性的检测,配以专用的平面度气动测量头,通过精确检测滑阀副不同位置被测点的流量,实现对平面度的定量检测,显示实时平面度数值,同时可判断出其平面的形态是呈凹、凸还是较理想的平,做出准确的定量分析和定性结论。
5.2 微机试验台上的试验结果分析
将滑阀、主阀体研磨完成后清洗编号,在检测仪进行检测并记录打印数据;将滑阀和滑阀座随机配对组装后,在试验台上进行性能试验。对1500套120阀滑阀副的平面度检测和试验台试验,将随机检测的9套120阀滑阀和滑阀座的平面度检测情况及配对组装后在120阀试验台上进行性能试验,其在不同作用位置的主阀排气口和局减排气口漏泄值检测结果列表如下,见表1。
序号 | 滑阀副 | 平面 度值 μ | 形态 | 制动位 | 缓解位 | 保压位 | |||
主阀排气口漏泄 值 ml/min | 局减排气口漏泄值ml/min | 主阀排气口漏泄值ml/min | 局减排气口漏泄值ml/min | 主阀排气口漏泄 值 ml/min | 局减排气口漏泄 值 ml/min | ||||
1# | 滑阀 | 2 | 较平 | 3 | 4 | 5 | 4 | 6 | 2 |
滑阀座 | 3.4 | 下凹幅度小 | |||||||
2# | 滑阀 | 2 | 较平 | 3 | 1 | 2 | 1 | 2 | 1 |
滑阀座 | 2.6 | 下凹幅度小 | |||||||
3# | 滑阀 | 2 | 上凹幅度小 | 3 | 3 | 4 | 3 | 2 | 2 |
滑阀座 | 3.4 | 下凹幅度小 | |||||||
4# | 滑阀 | 2 | 下凹 | 3 | 2 | 3 | 2 | 2 | 1 |
滑阀座 | 2.8 | 下凹幅度小 | |||||||
5# | 滑阀 | 2 | 上凹 | 9 | 5 | 80 | 6 | 8 | 5 |
滑阀座 | 3.8 | 下凹 | |||||||
6# | 滑阀 | 1.5 | 较平 | 4 | 3 | 12 | 4 | 6 | 4 |
滑阀座 | 4.4 | 下凹 | |||||||
7# | 滑阀 | 2.4 | 上凹 | 8 | 4 | 7 | 3 | 3 | 2 |
滑阀座 | 4.2 | 波浪起伏 | |||||||
8# | 滑阀 | 2.8 | 上凹 | 7 | 6 | 82 | 6 | 9 | 4 |
滑阀座 | 5.6 | 扭曲 | |||||||
9# | 滑阀 | 2.6 | 较平 | 10 | 6 | 15 | 6 | 10 | 5 |
表1 120阀滑阀副平面度检测后在微机试验台上的漏泄值
从上述试验结果可知,尽管有的滑阀及滑阀座平面度值小于4μ,但如是上凹与下凹配对,试验时主阀排气口或局减排气口漏泄值较大。说明滑阀副的平面度值及形态对漏泄至关重要,此平面度检测仪能将这两个因素反映出来,这对今后的研磨质量起到监控作用,可作为120阀研磨工序质量的检测设备,避免研磨质量不合格而依靠多加油来达到通过试验台检测的假象。
6 滑阀副采用新的研磨工艺取得的效果
采用圆盘研磨机研磨后的滑阀其平面度经三坐标仪检测,同时采用滑阀副平面度检测仪检测,其平面度值≤2μ,表面粗糙度Ra≤0.2μ。同批研磨的滑阀其平面度值基本一致,差值≤0.6μ。说明圆盘研磨机研磨的滑阀平面度精度高、一致性好、质量稳定。
采用自平衡式数控滑阀座研磨机配用新型金刚石油石研磨后的滑阀座,经检测其平面度值≤4.5μ。
采用120阀滑阀副平面度检测仪能快速、准确检测滑阀副研磨面的平面度及形态,实现在线检测。
采用新的研磨技术,减少了研磨工作量,降低工人劳动强度,取代手工研磨;并采用新型金刚石油石及创新油石校对工艺,取代人工油石校对,提高了研磨效率,得到稳定的研磨质量;研究滑阀副平面度检测技术,实现平面度在线检测。以上工作将120阀滑阀副的研磨质量上升到较高的水平,提高了120阀的一次组装试验合格率,极大地提高了120阀的作用性能和作用稳定性。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



