![]()
丛敬立
呼伦贝尔金新化工有限公司生产运营中心 内蒙古 呼伦贝尔市 021500
摘 要:本文针对SHELL粉煤加压气化预干燥单元、磨煤干燥单元、污氮气系统运行期间,由于污氮气输送流量、压力发生变化及工艺流程、联锁不合理导致的前系统U2000/1100煤仓布袋发生闪爆、自燃,等现象进行针对性研究,通过工艺流程、联锁优化改造等方式,对输送过程进行有效控制,杜绝上述情况的发生,提高输送可靠性。
关键词:污氮气压缩机;干燥;磨煤;联锁;露点
![]()
云南云天化股份有限公司2021年技术论文 ·1·
1 工艺流程及概述
污氮气是SHELL粉煤加压气化工艺中重要的氮气保护系统,其主要作用是通过污氮气来保护前系统U2000、1100单元,从而在污氮气一定量的控制温度、一氧化碳不要超指标,有效抑制布袋、煤仓温度、一氧化碳高引起的异常工况。详见图1
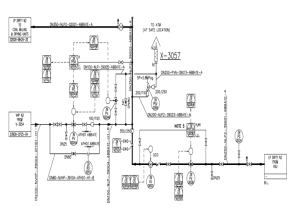
图1 污氮气系统工艺流程图
本公司来自空分的低压污氮气(0.5MPa,95℃)经过39PV0008送入低压污氮气系统,设置39PDIC0008控制污氮气管网压力,防止压力高倒灌回压缩机。来自V3054的超高压氮气(8.54MPa,60℃)经过39PV0004A减压后作为备用气源。低压污氮气系统压力由39PISA0004控制。低压污氮气送往U1100磨煤干燥单元与U2000预干燥单元。为防止低压污氮气系统超压设置有安全阀39PSV0006整定压力为0.8MPa。低压污氮气系统分为低压污氮气管网和减温低压污氮气管网。
低压污氮气(NLP2,0.45MPa,95℃)用户有: U2000/U1100单元的仪表吹扫以及系统惰性化用氮、V2001/V1101吹扫等等。
减温污氮气(NLP4,0.45MPa,50℃):低压污氮气在E1101换热器的壳侧被管程的循环冷却水冷却,换热后的污氮气温度由39TIC0005控制在50℃。减温后的污氮气主要用户:磨煤机的磨辊密封气、X2001与X1101轴端吹扫气、事故状态下V1105与V2002(S1103与S2002的反吹气缓冲罐)的备用气源等。减温后的污氮气主要用于密封设备易泄漏的地方,防止空气或煤粉泄漏并维持整个系统惰性化,而设备的密封件不能承受95℃的高温,因此需要减温到50℃左右。
2 污氮气输送系统主要存在问题
自2016年SHELL煤气化装置打通流程投用至今,污氮气输送系统也暴露出许多运行问题,具体典型性问题可归纳总结为以下几方面:
(1)由于干燥机、磨煤机正常运行期间内部处于微负压且布袋温度较高,正常控制97±3℃,K2002露点控制70~76℃,污氮气系统故障停运后极易导致未有氮气保护空气返流至布袋煤仓内造成闪爆、自燃;闪爆后处理难度较大,损失极大,有可能造成人员受伤,前系统紧急停车,设备损坏;每次处理均需配合更换布袋、清理大量煤粉。
(2)污氮气系统超压,容易造成压缩机跳车。
(3)U2000/1100单元煤仓架桥,在消除架桥中氮气使用量过多,会造成污氮气压缩机氮气量瞬间拖垮,造成跳车
(4)前系统紧急导线时氮气使用量增大,会造成污氮压缩机跳车。
以上运行问题均可造成U2000、U1100系统故障停运,且停运期间布袋煤仓煤粉发生变化,发生自燃、烧坏、闪爆,损坏后要及时清理干净,同时布袋残渣会堵住 煤阀,影响开车进度,会造成气化炉停车清理煤阀,从而提升了操作难度,对气化炉稳定运行产生了较大影响。详见图2。

图2 2000布袋(左为烧坏、右为正常)
3 污氮气输送管线整改方案
由于预干燥磨煤系统为微负压,且在运行过程中预干燥系统露点控制70~76℃,布袋温度控制97±3℃,温度高。因此在污氮气压缩机开车或紧急到压缩机时,由于氮气量波动造成压缩机跳车。另外,在系统正常运行过程中,由于冬季V2001/1101煤仓发生架桥严重。一旦出现污氮气流量使用异常上涨至2000mg/m³左右,且主控DCS会不间断的开11IC0X05、02HIC0X01污氮气煤仓吹扫,此时,污氮气跳车造成了极大的损失。
为了彻底解决污氮气管线压力、流量的问题,现将工艺流程做如下改造:
(1)增加污氮气输送管线39PDIC0008增加旁路,将输送气体开关阀阀前污氮气通过调节阀旁路引入输送管线汇总至X3057放空,在污氮气压缩机开车或系统期间保持污氮气正常通入,防止超压造成污氮气压缩机跳车。详见图3。
图3 污氮气管线增加旁路防超压
(2)增加污氮气系统DCS联锁技改,通过放空控制压力。详见图4
图4污氮气39PDIC0008联锁
4 V2001/V1101底部架桥对污氮气影响处理方案
由于煤仓输送污氮气管线正常运行期间气量较小,但冬季运行期间,煤粉与空气中冷凝水吸潮后挂壁造成煤仓下设备X2002/1106堵塞。且运行期间无法拆开设备疏通,只能现场人孔敲击V12001下料口、干燥机尾端落料口、开大尾端落料漏污氮气管线吹扫,敲击V110A手孔处。同时检查开大系统伴热,不间断开大煤仓吹扫气来消除架桥。
为了解决干燥机底部、V1101架桥的问题,对系统做如下改造:
(1)V1101顶部新增DN200(原放空管线为DN80),并将放空管线顶部通过K1102抽走,将原放空管线增加蒸汽伴热及保温,降低湿气聚集后堵塞的可能性。
在不影响污氮气使用量增加困难的情况下,在干燥机尾端下料口技改增加污氮气吹扫管线,起到对尾端煤粉有良好有效的流化作用,避免了冬季因气温变化造成的前系统煤粉下料不畅。见图5。

图5 干燥机尾端增加污氮气吹扫流化管线
5 防止污氮气使用时压力流量波动大方案
由于冬季运行煤仓内温度较低,大量吸入潮湿空气,空气在料仓内冷凝后导致煤粉吸潮粘接,这样会造成前系统需要大量污氮气,若污氮气使用过程中停车致使布袋未有氮气保护会使布袋烧坏,情况见图2。为了防止污氮使用量波动大,对做如下改造:
(1)设置V1101/2001料仓外壁蒸汽伴热保温,提高煤仓内温度,防止潮湿空气冷凝。
(2)将S2002/1103布袋温度控制99℃,不超过100℃,严格控制K2002露点70~76℃。
(3)启动或倒污氮气压缩机时,由DCS技改39PDIC0008旁路调节阀控制压力,当39PDIC0008压力≥45kPa时开39PDIC0008旁路放空,SP压力设定0.47MPa,必要时手动调整放空压力。当39PDIC0008压力≤5kPa时,关闭39XV0003,防止将污氮气压缩机拖垮。
若污氮气使用量增加2000mg/m³以上时,开大V3054开工氮气通过39PV0004减压0.25MPa至污氮气使用,同时关注开工氮压机和V3054缓冲罐用量及压力。
由于污氮气系统连接公用工程,在任何操作过中必须与合成做好衔接沟通反馈。
6 总结
本公司对污氮气系统的技术改造,有效的防止因多种原因造成的污氮气中断等问题;进一步杜绝因污氮气系统故障造成气化前系统布袋煤仓发生自燃、闪爆,引起人身、设备安全,开车运行时影响煤线的正常运行,影响热负荷异常等异常工况。因此,污氮气系统的一系列改造对气化炉“安稳长满优”运行起着至关重要的作用。
参考文献
[1]金新化工操作手册
[2]煤化学与煤质分析
[3]深冷技术

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



