中车株洲电力机车有限公司 412001
【内容摘要】在轮对驱动生产线,常见齿轮毂热套产品、抱轴箱组装产品、主动轮压装产品、机车轮对驱动等非对称异型结构,现用吊运采用吊带+卸扣的方式。以上非对称结果在日常吊运过程中存在吊不平、吊带难匹配、不严谨等问题。该方法在实际操作过程中的具体缺陷如下:
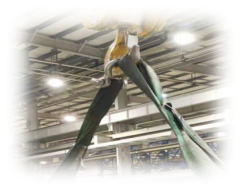
 吊带+卸扣对多种类产品以及非对称结构件的吊运存在较大局限性,缺乏科学性考证。
吊带+卸扣对多种类产品以及非对称结构件的吊运存在较大局限性,缺乏科学性考证。 如图1、2所示:
如图1、2所示:

【关键词】机车轮对抱轴箱标准化吊装
引言:花篮螺丝又叫紧线扣、索具螺旋扣,其两端的左右螺纹可以调节连接长度。花篮螺丝的结构与常用螺丝螺栓有很大区别,是由带左右螺纹的调节杆、螺母和拉杆组成。在吊运过程中,“花篮吊”一方面通过盖板、固定板的连接,具有防松防盗的效果;另一方面通过调节螺杆的伸缩量,可以有效调节一端吊带长度,从而达到吊平的效果。
由于机车项目轴长最大差异存在于厘米级,因此对于两边吊带总长度可以通过几何关系进行初步粗略设计两端吊带长度。对于需要调节的一端分为A、B两根吊带,中间用花篮螺栓连接,通过选用合适规格的花篮螺丝进行校正,从而满足安全吊带夹角下产品的吊平。
![]()


![]()
![]()

![]()
![]()
![]()
![]()
![]()
图1 花篮吊具示意图
国内外研究现状:
花篮螺栓常见于户外电线杆、高压铁塔拉杆、光伏、造船、通信行业中,起到调节紧固绳索、校正正松的作用。其凭借结构简单、加工便捷、成本低廉、实用性高等特点,得到了广泛应用。
对于机车、城轨产线而言,流水线作业离不开科学安全的吊运。
由于轮对整体结构上齿端齿轮传动装置与牵引电机质量相差较大,所以整个轮对驱动装置重心偏向于电机侧,通过理论计算难以确定其重心位置。因为国际订单业务的不确定性以及国内各类机车产品多样化,加之电力机车配件堆码量对厂房场地摆放空间的高利用率,如果根据相应产品设计、制作从规格及载荷上与之相匹配的多种专用吊索具,将极大提高生产制作成本,增加一线员工吊索具更换频率,并会与产品、来料件等共同挤占空间资源。因此针对以上问题,有必要整理、设计出一套适用性广、操作方便、技术成熟的通用吊带,保障现场吊运安全与产品质量。
对齿轮毂热套产品、抱轴箱组装产品、主动轮压装产品、机车轮对驱动等非对称异型结构,采用花篮螺栓调节校正,有效避免因为产品种类多带来的更换吊带的情况,使得中间产品、不同型号产品的吊运统一化、标准化。
解决案例分析:
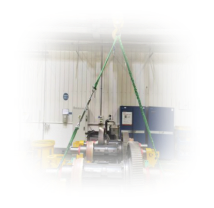
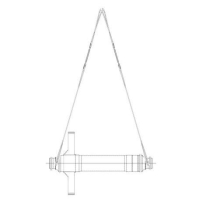
图2 电机抱轴箱组装吊运效果图(改善后)) 图3 电机抱轴箱组装示意图(改善后)
通过改进后的吊具,通过调节螺杆长度,有效解决之前吊运过程中吊不平的问题,减小了两端吊带在天车挂钩中的夹角,满足《吊装安全作业规范》相关规范。且该吊运方法仍通用于HXD1、HXD1C等机车项目中过程产品的转运。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



