广东省江门市质量计量监督检测所 广东江门 529000
摘要:文章主要针对工业用的热处理加热炉--淬火炉和时效炉进行温度校准方法的分析探讨,并通过实际测量例子进行校准方法的实施验证,校准数据和效果得到有效确认,对我们今后在这方面的校准工作有积极意义。
关键词:淬火炉;时效炉;测温架;热电偶;温度均匀性;校准方法
0引言
随着当今科技发展的日新月异,我国的高端工业生产企业也正蓬勃发展。为了适应高科技生产的工艺要求,近年来各种专业生产设备也越来越普遍,要求的加工精确度越来越高,这就要求设备的技术性能要准确可靠,而判断设备的技术性能是否准确可靠就必需通过相应的计量检测。我们计量检测机构就是为相应的仪器设备提供各种技术性能检测服务,以下是我们通过其中一个案例对专用热处理炉设备进行的一种针对性校准方法的探讨。
1案例分析
现有我市某合金新材料有限公司是我市高新科技生产企业,主要从事各类交通、航空铸件、高温合金和新型高合金母材的研发、生产等高精密设备。产品市场分布于航空、航天、核电工业、石油、化工等诸多领域。该企业最近投入了一批新的生产设备进行热处理加工生产,,其中有几个重要的热处理设备淬火炉和时效炉(图1)需要校准报告以便验收使用,由于该企业对产品质量的要求十分严格,而热处理质量直接影响产品质量,热处理质量的好坏很大程度上取决于热处理炉温度性能的优劣,企业方面负责人联系到了我们计量部门,要求我们必须按照他们设备生产技术要求,制定测量方法来对他们的新设备进行温度性能检测,并且在最短时间内完成检测工作,然后投入生产使用。
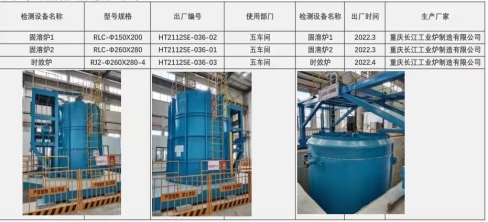
图 1、企业相关淬火炉和时效炉
2校准方法的分析与制定
2.1确定校准的加热炉的参数和加热方式
我们组织相关的专业技术人员对该校准项目进行可行性研究分析,成立专门测量组,根据企业的温度校准项目,对每个控温炉作出具体分析。需要校准的加热炉有三台,每一台炉子体积都比较大,安装和使用方法都不相同,都有常用的工作温度范围,其中两台淬火炉温度为(145~545)℃,额定温度600℃,要求的温度均匀性准确度为±3℃,有效工作区分别为Φ2600×2800和Φ1500×2000,分左、右二区,校准温度点为300 ℃、450 ℃和550 ℃;时效炉温度为(145~400)℃,额定温度450℃,要求的温度均匀性准确度为±3℃,有效工作区为Φ2600×2800,分左、右二区,校准温度点为160 ℃和260 ℃(如表1)。
表1、厂家提供的检测炉性能要求和基本参数
序号 | 名称 | 热电偶型号 | 常用工作温度 | 额定温度 | 准确度 | 检测点(15点) | 有效工作区 | 加热区域 |
1 | 固溶炉1 | N | (145~545) ℃ | 600 ℃ | ±3 ℃ | 300 ℃、450 ℃、550 ℃ | Φ2600×2800 | 左、右二区 |
2 | 固溶炉2 | N | (145~545) ℃ | 600 ℃ | ±3 ℃ | 300 ℃、450 ℃、550 ℃ | Φ1500×2000 | 左、右二区 |
3 | 时效炉 | N | (145~400) ℃ | 450 ℃ | ±3 ℃ | 160 ℃、260 ℃ | Φ2600×2800 | 上、下二区 |
根据企业方面提供的热处理炉性能要求和基本参数,我们参考了GB/T 9452、HB 5425等相关国家标准和规范,进行分析制定合适的校准方法。我国当今常见的热处理炉按工艺需求可分为退火炉、正火炉、淬火炉和时效炉等;按加热方式分为燃料炉、电阻炉和感应炉等;按炉型结构分为台车炉、井式炉、辊底炉。热处理炉种类不一样,对应的标准和校准方法也不相同,我们需校准的为淬火炉和时效炉,炉型结构分为井式炉或辊底炉,通过电热加热和鼓风循环处理。在校准要求中,主要校准炉温均匀度、炉温稳定度等参数。
2.2选择测温架
测温架一般采用耐热合金、不锈钢管(棒)或其他合适的材料制作。测温架材料不应对热处理炉和测量传感器产生不良影响。测温架可采用焊接、机械连接装配等方式制成,并应牢固和具有一定强度,以确保在整个测量过程中不产生变形或烧塌。测温架形状、结构和尺寸大小根据热处理炉种类及校准方法确定。测温架的外轮廓与待测有效加热区或有效加热区垂直截面的形状和尺寸相一致;测温架的外轮廓和尺寸也与确定的单元体积形状和尺寸相一致(如图2)。
2.3 选择校准装置
根据热处理炉子结构和假定有效加热区,选择合适的热电偶、补偿导线、温度巡检仪等标准设备,确定热电偶位置及数量,参照了被校加热炉的使用特殊性和现场安装位置,通过比较控温精度要求和溯源的便捷可靠性,我们参考GB/T 2614 、GB/T 4989等热电偶和补偿导线的相关国标和技术要求后,决定选择在(0~1000)℃温度范围内用途相对广泛稳定的K型热电偶,加上定制的延长补偿导线组成的15组温度测量探头,以及选择相对应的符合溯源和技术要求的高精度多路温度数据采集器。


图2、现场测温架和部分检测用热电偶
2.4确定测量传感器布置
根据测量传感器位置布置应遵循对称、均匀和最佳代表位置的原则,对于截面或直径尺寸以及长度或高度方向尺寸均较大的有效加热区,在增加测量截面的同时在测量截面上增加测量传感器,根据炉型和工作区尺寸,我们决定选取15个分布点,分上下四层中间三个采样点进行测量(如图3)。准备好之后,将热电偶固定在测温架上,根据测试温度选好合适的金属丝固定测量传感器,注意防止损坏测量传感器并应确保固定可靠,同时防止高温下金属丝断开而导致测量传感器位置发生变化。最后通过补偿导线连接至温度数据采集器,将测温架送入炉内,通电升温至设定工艺温度,开始采集数据。
2.5数据采集和处理
整个过程中,选择好合适的热电偶和温度数据采集器后,将专用热电偶牢固地固定在测温架上并作好标记,用补偿导线将热电偶依标记序号分别连接到温度数据采集器上,然后测温架在室温下用升降吊机吊入被测炉中,送电升温后,当温度达到试验温度后,应适当保温一段时间,预先测量一下各检测点的温度。确认炉子达到热稳定状态后,测量各检测点的温度,计算炉温均匀度。炉温稳定度与炉温均匀度校准过程类似,用炉温均匀度校准过程中在控温点上所测得的温度,计算炉温稳定度。


图3、方案中确定的测量点分布
3 校准方法的验证
由于该企业热处理炉的温度校准要求执行国家航空制件热处理炉有效加热区测定Ⅰ类,加上测量环境特殊,待校准的加热炉为井式炉或辊底炉,实施校准操作难度较大。我们根据测量环境和测量方式作出了一套有效的校准方案,选择合适的热电偶、补偿导线、温度数据采集器等,并根据热处理炉子结构和假定有效加热区,选择相应热电偶位置及数量,将热电偶固定在测温架上,确定有效加热区,通过补偿导线连接至温度数据采集器,测温架通过专用轨道用升降机吊入被测炉中。由于炉型的不同,测温架进入炉内方式也不同,有从上往下吊进去的,也有从底部往上生起来的,我们在现场架起了长梯来布置热电偶(如图4),热电偶和补偿导线都需要延长到十多米。待布好热电偶线并连接到温度数据采集器后,按照企业要求的技术参数来设置好温度点和测量采样时间,通电升温至设定检测温度,开始采集数据,根据数据计算温度均匀性等。



图4、现场检测情况
我们按照既定校准方法,分别对淬火固熔炉、时效炉进行有效校准测量。由于生产工艺需要,升温和降温过程比较缓慢,需要经过连续多天的检测才完成整个过程,校准效果达到预期,并出具了校准报告(如表2),报告符合企业要求。通过现场的校准测量,我们的校准方法得到了有效的验证,方法科学,合理可靠,可操作性强,测量数据符合相关国家标准和行业标准。
表2、固熔炉的部分测量数据
设定值(℃) | 300 | 450 | 550 |
测试点 | 测试点平均值(℃) | ||
1 | 299.8 | 450.8 | 551.6 |
2 | 300.1 | 450.9 | 551.8 |
3 | 300.2 | 451.1 | 552.2 |
4 | 300.8 | 451.4 | 552.4 |
5 | 301.0 | 451.4 | 552.4 |
6 | 301.4 | 451.8 | 552.6 |
7 | 301.2 | 451.7 | 552.4 |
8 | 301.2 | 451.6 | 552.4 |
9 | 301.4 | 451.7 | 552.4 |
10 | 301.2 | 451.6 | 552.3 |
11 | 300.8 | 451.2 | 552.1 |
12 | 301.6 | 452.2 | 552.7 |
13 | 301.4 | 452.0 | 552.5 |
14 | 301.6 | 452.1 | 552.6 |
15 | 301.2 | 451.8 | 552.4 |
温度上偏差(℃) | +1.9 | +2.4 | +2.9 |
温度下偏差(℃) | -0.4 | +0.6 | +1.3 |
温度波动度(℃/30min) | ±0.3 | ±0.4 | ±0.4 |
4结束语
经过科学分析和探索,我们制定和实施了淬火炉和时效炉的校准过程,按时按质完成了客户的校准需要,为企业生产提供了有力的计量保障。校准过程和结果符合企业用户要求的行业标准HB 5425-2012《航空制件热处理炉有效加热区测定方法》的技术要求,也为今后在面对一些专用设备的检测和校准时,如何根据实际需要选择合适的校准方法积累了更多的经验。
参考文献
GB/T 9452-2012热处理炉有效加热区测定方法
HB 5425-2012航空制件热处理炉有效加热区测定方法
GB / T 5170.1-2016电工电子产品环境试验设备检验方法总则
GB/T 2614-2010 镍铬-镍硅热电偶丝
GB/T 4989 2013热电偶用补偿导线
JJF 1101-2019环境试验设备温度、湿度参数校准规范

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



