红云红河集团红河卷烟厂
[摘要]PROTOS-M5卷接机组是德国虹霓公司推出的目前全球先进的滤嘴卷烟生产线。该设备使用的烟条分离鼓轮为无凸轮设计,能根据滤嘴的长度,利用可调节的斜盘倾角改变内外排烟杆分开的距离,从而实现快速变换烟支规格(换型)。通过对烟条分离鼓轮的结构和原理的分析,设计烟条分离鼓轮专用工装既能有效保证鼓轮上的承烟块轴向和周向精准定位的同时,还能校验两倾斜盘安装角度是否一致,从而保证烟杆在高速运行中的准确分离和平稳传送。
[关键词]: 烟条分离鼓轮 工装 斜盘 轴向定位 周向定位
引言
红河卷烟厂现有两组PROTOS-M5卷接机组,主要承担着红河品牌的生产任务。该设备所采用的新型无凸轮烟条分离轮,其设计是用两个可以调节倾斜角度的斜盘,代替了前几代设备所使用的圆柱凸轮和端面凸轮结构,新型烟条分离鼓轮工作中所受轴向载荷小,具有较高的稳定性和较强的生产适应性。由于鼓轮表面承烟块的固定方式为普通圆头螺钉固定和加工制造所产生的误差,从而导致了在对滑块进行更换和调整后无法做到精确定位。当设备高速运行时,时常发生甩烟、掉烟、搓板堵塞等一系列的故障,直接影响了设备的运行效率和产品质量稳定性。
1 存在的问题
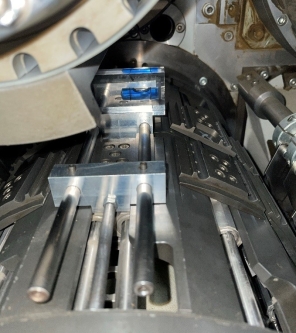
设备在12000支/分的满车速运行下,在烟条分离鼓轮的11点钟方向或与汇合鼓轮交接的位置容易发生烟杆掉落、甩飞的现象。如图1。在对烟条分离鼓轮进行维修时单纯的使用量棒无法对承烟块进行精准定位。

图1 烟条分离鼓轮飞烟
2 烟条分离鼓轮的结构原理
烟条分离鼓轮的结构原理如图2所示,主轴和鼓体相连,同时旋转。两个相对倾斜的斜盘安装在主轴上,主轴旋转过程中斜盘带动连杆拉动固定有承烟块的滑块在滑杆上往复运动,可以通过旋转双头螺杆调节斜盘倾斜角,从而改变两个对称滑块同时相对运动产生的开合距离,从而改变前后承烟块的相对距离,实现承烟块行程可以随意调整,开合距离的大小是由所生产的烟支规格所决定。
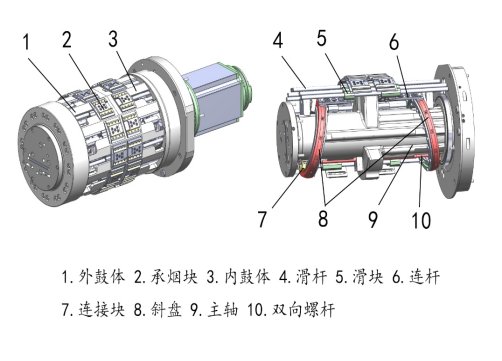
图2 烟条分离鼓轮结构图
3原因分析
首先,烟条分离鼓轮在长时间使用的过程中,对滑块起支撑和定位作用的直线轴承因缺少润滑而损坏,从而导致滑块在高速运行过程中运动间隙增大,使承烟块与鼓体发生磨损,导致承烟块与鼓体间隙增大,破坏了承烟槽的负压吸风,使承烟槽对烟杆吸附力降低。这时需要更换滑块轴承、承烟块和鼓体,但是对于更换过的承烟块仅凭视觉和量棒既无法保证内外承烟块在同一直线上,又无法保证与其他的承烟块在整个圆周方向上的均匀分布,从而导致烟条分离轮的每一个承烟槽无法与前后的烟条切割鼓轮和汇合鼓轮承烟槽精确对准,使设备在高速运行时,就会发生烟杆掉落和甩飞的现象。
其次,对使用一定年限的烟条分离鼓轮进行更换和修复的过程,需重新安装调整斜盘倾斜角度的连接块,这就可能会带来两斜盘倾斜角度不一致且有过大的差距。从而使内外烟杆位置相对于滤嘴棒不对称,会在烟条分离鼓轮和汇合鼓轮交接时,一侧的烟杆与滤嘴发生擦碰,从而导致烟杆掉落或变形。
4 设计思路
4.1承烟块周向定位
通过对烟条分离鼓轮的结构进行分析和测量后得出,承烟块上的两个承烟槽关于承烟块的中心对称分布,测量得出鼓体上的槽孔宽度为21.05mm,承烟块上的承烟槽为直径为8.2的半圆槽,两烟槽的中心距为37.5mm,承烟槽中心距鼓体平面为9.5mm,结合测量得的相关尺寸和承烟槽需要达到的精度要求,我们设计制作了一种用于分离鼓轮承烟槽定位调校的工装。具体为:定位块上设计加工有两个对称圆孔,使定位块的对称中心与滑块槽孔中心重合,利用两个量棒穿过内外两个定位块上的4个孔与承烟块上的4个承烟槽同时重合,这样就能准确的将每一个承烟块的周向位置固定。
4.2承烟块轴向定位
因烟条分离鼓轮在转动过程中,内外承烟块会随着滑块分离和靠拢,所以要定位承烟块轴向位置时,必须先确定鼓轮的转动角度。为了便于维修,我们选用在承烟块位于12点钟位置(此位置可以同时满足烟条分离鼓轮在机和独立时的调整),为鼓轮校准的角度基准。具体是利用上述文中提到的,在穿过两个定位块的两根量棒上安装一个带凹槽平面的校正块,凹槽的宽度根据车间使用的水平仪宽度确定,从而保证水平仪与量棒垂直,通过在平面上放置水平仪,当水平仪显示水平时,即是正12点钟位置。其次根据定位块的两个台阶平面与鼓体重合,且在其中心位置距离下端面6mm点处与内外鼓体槽的端面对正。那么我们在该点处钻一个M4的螺纹孔,在设计一个一头为M4的外螺纹,一头为φ6圆柱体的调节螺杆,将定位块一端与承烟块贴合,另一端利用可以调节伸出长度的调节螺杆的圆柱体端面与鼓体槽接触,从而准确的同时定位内外承烟块的轴向位置。
5 设计结果
根据烟条分离鼓轮的相关尺寸和设计的思路,分别加工了定位块、量棒、调节螺杆、校正块并进行了组装,具体尺寸见下列图3 和图4。

 图3 各零部件工程图
图3 各零部件工程图
图4 工装的三维装配体
6 使用效果
该工装的使用,准确的定位了承烟块的周向位置,如图5,大大的提高的烟条分离鼓轮的安装精度,简化了维修过程,节约了维修时间,避免了各种飞烟、掉
烟、搓板堵塞等故障。
图5 工装的周向定位使用图
 在定位承烟块轴向位置的同时,根据内外承烟块的分离距离是由内外斜盘分别控制,在同一槽的内外承烟块的分离距离必定相同的原理,也能检查出烟条分离鼓轮内部两斜盘倾斜角度偏差是否过大,从而能将问题杜绝在上机之前减少了调试过程中产生的原辅材料的消耗,给企业节约生产成本。如图6。
在定位承烟块轴向位置的同时,根据内外承烟块的分离距离是由内外斜盘分别控制,在同一槽的内外承烟块的分离距离必定相同的原理,也能检查出烟条分离鼓轮内部两斜盘倾斜角度偏差是否过大,从而能将问题杜绝在上机之前减少了调试过程中产生的原辅材料的消耗,给企业节约生产成本。如图6。
图6工装的轴向定位使用图
结束语
烟条分离鼓轮调校工装的设计出发点,是解决在设备的使用和维修过程中烟条分离鼓轮无法做到精确定位,从而带来一系列的后续故障。该工装加工简单,可同时满足烟条分离鼓轮的上机调校和部件独立时的维修调整,使部件维修后可直接上机使用,减少了上机调整时间,降低了劳动强度,保证了设备正常运行。经过2年3套烟条分离鼓轮的维修运用,调校工装使用效果良好,达到了设计要求,提高了设备的生产效率。通过此次工装的设计让我认识到在生产实际中遇到各种问题,要善于分析、总结和不断创新,才能提出高效的解决方法,在提高工作效率的同时,也保证了设备部件的安装精度。
参考文献资料
[1] 虹霓公司.PROTOS-M5型卷接机组维修说明书.HWR.3291.490.00.zh.
[2] 机械设计手册编委会.机械设计手册 [M]. 北京:机械工业出版社,2008.
[3] 李培根.机械基础[M].北京:机械工业出版社,2006.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



