(贵州航天电子科技有限公司 )
摘要:本文针对细间距DRQFN器件锡膏印刷环节容易出现少锡,拉尖等缺陷,从钢网厚度选择、开孔设计等方面开展钢网优化试验验证,得出钢网设计最优方案,有效解决了DRQFN锡膏印刷质量问题, 为DRQFN器件高可靠焊接奠定基础。
关键词:DRQFN;钢网;优化
1引言:印制板组件是电子设备重要组成部分,随着电子设备逐渐向多功能、集成化、轻量化发展,印制板组件所使用的元器件封装日趋复杂。DRQFN是一种新型封装器件,与常见的QFN器件不同,其四周有两排细间距的小焊盘,这大大增加了装焊难度,尤其在丝网印刷环节,容易出现连锡、少锡等问题,这跟钢网设计有密切的关系。DRQFN器件焊盘见图1。
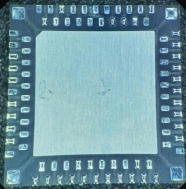
图1 DRQFN器件焊盘图
2原钢网设计参数
钢网设计涉及的参数主要有开孔尺寸、开孔形状、厚度等等。一般要求开孔的宽度与钢网厚度之比(简称宽厚比)大于1.5,开孔面积与孔壁面积比(简称面积比)大于0.66,宽厚比和面积比的值越大,焊膏印刷的脱模越好。生产中发现外形尺寸为9mm×9mm,四周焊盘间距为0.6mm、四周单个焊盘尺寸为0.25mm×0.5mm的DRQFN器件印刷时容易出现少锡等问题,合格率较低,仅通过印刷参数调节无法解决该问题,因此需对钢网进行优化设计。原钢网的设计参数见表1,钢网厚度为0.12mm,DRQFN器件四周小焊盘开孔尺寸比例为1:1,中间接地焊盘开成网格形状。
表1 DRQFN器件原钢网开孔参数表(单位:mm)
DRQFN器件 | 厚度 | 四周小焊盘 | 中间接地导热焊盘面积比 | |||
开孔尺寸 | 间隙 | 开孔数量 | 面积比 | |||
焊盘 | —— | 0.25×0.5 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
原钢网开孔 | 0.12 | 0.25×0.5 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
3钢网设计优化
从钢网厚度和钢网开孔尺寸两方面进行钢网优化设计。钢网厚度选择了0.12mm、0.13mm、0.15mm三种常用规格进行试验。考虑到DRQFN器件四周焊盘的间距只有0.6mm,单个焊盘尺寸为0.25mm×0.5mm,因此,四周外侧小焊盘开口宽度范围选择0.25~0.3mm,长度范围选择0.5~0.7mm;四周内侧小焊盘开孔长度与器件保持不变,宽度范围选择0.25~0.3mm进行锡膏印刷试验,钢网参数设计方案如表2所示。
表2 钢网设计方案
方案 | 厚度 mm | 外侧焊盘 | 内侧焊盘 | 中间接地导热焊盘面积比 | |||||||
长宽 mm | 宽厚比 | 面积比 | 长宽 mm | 宽厚比 | 面积比 | 开孔 尺寸 | 间隙 | 开孔数量 | 面积比 | ||
原方案 | 0.12 | 0.25×0.5 | 2.08 | 0.69 | 0.25×0.5 | 2.08 | 0.69 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
方案1 | 0.12 | 0.3×0.7 | 2.50 | 0.88 | 0.3×0.5 | 2.50 | 0.78 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
方案2 | 0.13 | 0.3×0.7 | 2.31 | 0.81 | 0.3×0.5 | 2.31 | 0.72 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
方案3 | 0.13 | 0.28×0.5 | 2.15 | 0.69 | 0.28×0.5 | 2.15 | 0.69 | 1.7× 1.7 | 0.3 | 3×3 | ≈65.5% |
方案4 | 0.13 | 0.25×0.5 | 1.92 | 0.64 | 0.25×0.5 | 1.92 | 0.64 | φ0.8 | 0.38 | 5×5 | ≈31% |
方案5 | 0.15 | 0.3×0.7 | 2.00 | 0.70 | 0.3×0.5 | 2.00 | 0.63 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
方案6 | 0.12 | 0.28×0.5 | 2.33 | 0.75 | 0.28×0.5 | 2.33 | 0.75 | 0.75×0.75 | 0.425 | 5×5 | ≈34% |
按表2中的方案依次用全自动丝印机G6进行焊膏丝网印刷试验验证,试验选用铟泰锡铅焊膏RMA-SMQ51AC,金属成份为Sn62Pb36Ag2,丝网印刷参数设备设置为:印刷速度25mm/s,印刷压力4.2kg,脱膜距离2mm,脱膜速度0.2mm/s。各个方案的试验结果如下:
方案1、方案2丝网印刷质量如图2所示,焊膏丝网印刷后,内侧小焊盘焊膏涂敷面积>95%,焊膏涂敷形状良好;但在外侧焊盘锡量偏多。
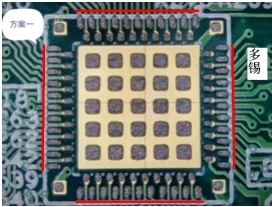
图2 方案1、方案2丝网印刷图
方案3丝网印刷质量如图6所示,焊膏丝网印刷后中间接地焊盘焊膏形状较好,四周焊盘锡量偏少且有拉尖现象,中央接地焊盘焊膏量较多。
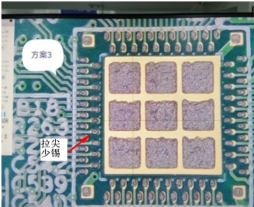
图3 方案3丝网印刷质量图
方案4丝网印刷质量如图7所示,中间接地焊盘焊膏形状良好,四周焊盘焊膏形状一般;但四周内侧焊盘上焊膏量较少且有拉尖现象,中间接地焊盘锡膏面积不足。
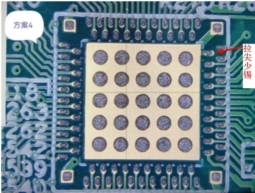
图4 方案4丝网印刷质量图
方案5丝网印刷质量如图8所示,四周内侧细间距器件小焊盘存在拉尖少锡的情况,钢网网孔内焊膏量残留严重,出现焊膏脱模不良现象。
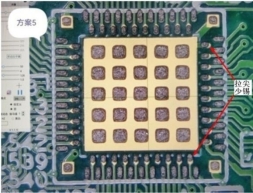
图5 方案5的焊膏图
方案6的钢网设计,丝网印刷后印制板上涂覆的焊膏均匀无塌落,边缘整齐,四周小焊盘焊膏形状一般,焊膏在焊盘上的涂覆面积为90%以上,错位<0.1mm,如图10所示。因此方案6的钢网设计最优。
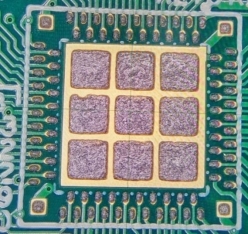
图6 方案6的焊膏图
4结束语
细间距DQFN器件具有优异的电热性能,相比QFN器件同样尺寸集成的引脚更多,但这同时给贴装生产过程带来了较大的难度,因其引脚间距小且焊接后焊点位于本体底部,焊接质量较难检测,需要注重生产的各个环节的质量,尤其钢网设计关键环节,本文针对细间距DRQFN器件锡膏印刷环节容易出现少锡,拉尖等缺陷,通过试验验证,得出钢网设计优化方案,有效解决了DRQFN锡膏印刷质量问题, 可为DRQFN器件应用提供借鉴。
参考文献
[1]细间距DRQFN器件的返修工艺[J]. 余春雨,李赛鹏,蒋庆磊,刘刚. 2023,电子工艺技术.
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



