中电科芯片技术(集团)有限公司
摘要:随着科技的快速发展,蓝光激光器在激光照明、激光投影和激光雷达等消费电子领域展现出日益增长的需求与广泛的应用前景。本文选取并确定高散热的封装材料和外壳结构设计方案,通过有限元对比分析和优化,选择最优的外壳设计方案,研制了一款用于激光照明领域的高可靠性的封装用激光器外壳。
关键词:蓝光激光器外壳、高可靠性、结构设计、有限元分析
1.引言
蓝光激光器是指波长在400nm~500nm范围内的激光器。蓝光激光具有波长短、衍射效应小、能量密度高的特性,广泛应用于材料加工、投影和照明、激光雷达、通信技术和激光医疗等领域【1】。
在激光照明领域,蓝光激光器凭借其功耗低、方向性好、照射距离远和寿命长的特点,逐渐得到应用。例如汽车装配的激光大灯,在亮度、照明距离等方面优势明显,在相同功率下,激光大灯的亮度是传统LED光源亮度的2倍。同时,蓝光激光器因其高亮度、高色彩饱和度、方向性强和长寿命特性,在投影、显示上也备受青睐【2】。
激光器的封装方式对其性能、可靠性和寿命有着直接的影响,良好的散热设计可以提高激光器寿命、提高输出功率和光束质量、增强系统可靠性和提升能量转化效率。国内外在大功率单管蓝光半导体激光器的封装技术研究上均有一定进展。2020年NICHIA公司,采用TO90的封装方式,研制了输出光功率5.67W的单管蓝光半导体激光器。2022年,中国科学院苏州纳米所通过优化封装结构,采用双面封装的方式,成功研制了在室温条件下连续工作光输出功率7.5W的单管蓝光半导体激光器【3】。
目前蓝光激光器的封装方式包含了TO封装、C-Mount封装、SMD封装、DIP封装、BOX封装等方式。随着激光器功率的不断发展,激光器封装技术向着小型化、高集成度、高热性能、长寿命和低成本的方向发展。
本文根据客户要求,对蓝光激光器外壳进行设计,利用有限元分析了不同方案结构对壳体烧结过程中残余应力的影响,并进行了优化设计,研制了一款相较于TO封装形式散热性能更优,可维护性更强的蓝光激光器外壳。
2.结构设计与仿真
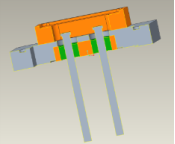
激光器的封装外壳主要起芯片支撑、电通道、光通道、热耗散、机械和环境的保护的作用,其强度和可靠性主要依靠封装外壳来保证【4】。依据客户接口和使用需求初步设计的激光器外壳结构如图1,主要由金属环框、金属底座、密封玻璃、过渡环和引脚组成。过渡环与引脚通过高温熔封制成过渡环组件,而后过渡环组件、金属环框与金属底板通过银铜焊料高温钎焊,形成气密结构的激光器外壳。

图1 外壳结构示意图
在散热方面,金属底座的平面度越高,金属底板与安装面的接触面越大,热阻越低,激光器的散热性能越好。因此选择膨胀系数相近的材料,产品高温钎焊后的应力越小,金属底座的形变越小,平面度越好,有利于激光器的散热。
依据腔体的结构和行业成熟的封装材料组合,可以选择两种封装组合,其中一种为无氧铜底座、10#钢过渡环、4J50引脚和铁封玻璃组成的压力封接体系,另一种为钨铜底座、可伐过渡环、可伐引脚和可伐封接玻璃组成的匹配封接体系。而无氧铜的热导率高,为了获得更高的散热能力,选择了无氧铜底座、10#钢过渡环、4J50引脚和铁封玻璃ELAN13#作为激光器外壳的主要材料。
为了封装器件的集成化和小型化,客户在封装过程中该激光器外壳需经历5次320℃,60s的后端封装工艺,因而对产品的可靠性提出了更高的要求。需要解决各零件膨胀系数不一致在生产过程中产生残余应力,导致金属底座不平和绝缘子裂等问题。因此,设计时在产品结构方面做了以下优化:
|
|
|
图2 结构优化前 | 图3 过渡环局部增厚 | 图4 金属底板增加应力槽 |
2.2结构优化及仿真
由该产品的结构和材料特点可知,金属之间通过金属焊料焊接,其焊接强度远大于作为密封和绝缘作用的玻璃材料。因此,整体方案密封玻璃为最脆弱的一环,若强度不足,在使用或考核过程中,密封玻璃与过渡环之间或者密封玻璃与引脚之间易产生裂纹或间隙,产生漏气现象,从而影响激光器的性能和寿命。
为验证上述优化方向的可行性,采用Ansys仿真软件,定性分析几种结构优化方案在产品实现过程中产生的残余应力对外壳的形变和可靠性的影响。仿真结果优良的判据主要有两点,其一,在强度方面,密封玻璃的应力越小,产品的结构强度更高。其二,在散热方面,金属底座的变形越小,平面度越好,散热效果越好。
由产品的工艺路线可知,该产品的应力产生于过渡环组件、金属底板和金属环框的焊接冷却过程。本项目采用AgCu28焊料,共晶温度为780℃,即温度在780℃以下,焊料逐步固化,引线组件、金属底板和金属环框连为形成一个整体。在降温冷却过程中,因不同材料的收缩率不同,会在结构中产残余应力。在实际仿真模型中,由于焊料在高温下会产生流固耦合变化,在仿真分析中难以模拟,为简化模型,配合中约束采用焊接面固连的方式,施加780℃至室温25℃的热载荷,来模拟焊接工况,计算该外壳结构在生产过程中产生的残余应力,结果如表1。
表1 仿真结果
方案 | 方案描述 | 金属底座最大应变(mm) | 绝缘子的最大应力(Mpa) |
A | 环框无倒角、 过渡环等壁厚、底板应力槽 | 0.065 | 265.7 |
B | 环框增加倒角、 过渡环局部加厚、底板应力槽 | 0.059 | 201.6 |
C | 环框增加倒角、 过渡环局部加厚、底板增加应力槽 | 0.051 | 156.56 |
通过热力耦合仿真可知,优化前方案A外壳绝缘子最大等效应力为265.7 MPa,金属底座的最大形变为0.065mm;构优化后方案C外壳绝缘子最大等效应力为156.56MPa,金属底座的最大形变为0.051mm。
优化后结构相对于原始结构,绝缘子的最大等效应力降低41%,如图5。金属座的最大形变发生于底座的四个角上,如图6,优化后结构相对于原始结构最大应变降低了21%。仿真结果显示优化方向正确,改善措施有效。
|
|
图 5 绝缘子最大应力 | 图6金属座最大应变 |
3.测试结果
按客户要求,为了寻求一个既经济又满足用户使用要求的方案,采取了A、B、C 方案并行投入,各生产了50只进行性能摸底与可靠性考核。在按常规《半导体光电子器件外壳通用规范》进行考核的同时,也增加了模拟用户使用的考核方案,即将产品置于室温25℃和320℃的共晶台上循环5次,并分别在第1、第5次实验后检漏并观察密封玻璃外观,结果如表2所示。
表2 三种方案的试验结果
方案 | 项目 | 成品检漏 | 320℃,60s,第1次 | 320℃,60s,第5次 |
A | 漏率 | 2/20 | 20/20 | / |
玻璃外观 | 6/20 | 20/20 | / | |
B | 漏率 | 0/20 | 1/20 | 5/20 |
玻璃外观 | 0/20 | 2/20 | 8/20 | |
C | 漏率 | 0/20 | 0/20 | 0/20 |
玻璃外观 | 0/20 | 0/20 | 0/20 |
从试验结果看,优化前的产品(方案A)在烧结后已经出现部分产品漏气,20X显微镜下绝缘子存在裂纹,第一次考核试验后,产品全部漏气,玻璃产生了裂纹,且裂纹均出现在同一位置;局部优化的产品(方案B)在考核后出现了不同程度的漏气;采用三种优化措施后的产品(方案C)试验后全部合格。为了验证方案C产品的极限性能,加做了20次循环,仍然全部合格。产品通过了《半导体光电子器件外壳通用规范》的考核,送样满足了客户要求。
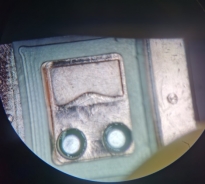
此外,金属框根部增加R角,也能有效避免金属底板与金属环框在高温钎焊过程中焊料因毛细作用吸附于芯片粘贴面,导致粘贴面不平的问题,改善前后的试验结果如图7、8所示。
|
|
图7 改善前焊料吸附于芯片粘贴面 | 图8 改善后焊料未吸附于芯片粘贴面 |
4.结 论
本文针对该激光器外壳,选用高散热能力的无氧铜作为封装材料,并设计了多个结构方案,采用有限元的方法分析了各方案对金属底座变形和绝缘子受力的影响。最终,确定金属框倒角、过渡环局部增厚和增加金属底板应力槽的方案,可以有效降低钎焊后金属底座内部残余的热应力和变形,减小玻璃绝缘子因材料热膨胀系数差异引起的热应力。经过考核验证,结构优化后的激光器外壳不但能够满足用户的特殊使用要求,也能有效改善焊料熔化后因毛细作用吸附于芯片粘贴面,导致芯片粘贴面不平整的问题。文中的结构优化措施,可以推广并应用于类似外壳的结构设计。
参考文献
[1]王渴,韩金樑,梁金华,等.窄线宽蓝光半导体激光器研究[J].中国激光, 2023, 50(10) .
[2]张洋,徐鹏.GaN基激光器的研究进展[J].有色金属材料与工程, 2020, 41(1) .
[3]周勇,王琦,高翔,等.高功率蓝光半导体激光器巴条的封装技术研究[J].光学精密工程, 2023, 31(22):3237-3244.
[4]袁礼华,袁中朝,谭千里.高强度带光窗光电外壳设计[J].半导体光电, 2011.
1. 周晓波(1990-08-21),性别:男,籍贯:重庆市万州人,民族:汉,职称:工程师,学历:硕士研究生,研究方向:光电外壳设计与研发,单位:中电科芯片技术(集团)有限公司,单位邮编:400060,

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号