(武汉中车株机轨道交通装备有限公司,武汉,430000)
摘要:在轨道车辆的轮装制动盘组装中,车轮和制动盘紧固螺栓的装配属于关键工艺,因此对相关配套设备的智能化程度、扭矩控制精度、装配质量等都有较高要求。基于我公司在机车车辆螺纹连接装备方面的应用以及智能控制、精确扭矩测量、软件开发等方面积累的丰富经验,研究分析单轴制动盘电动拧紧机系统结构,为下一步做出更完善的拧紧系统奠定基础。
关键词:轨道车辆、轮装制动盘、单轴拧紧、精确定位
1.结构概述
该系统处于轮装制动盘的组装工位,用于轨道车辆的轮装制动盘的螺栓按扭矩和角度控制要求进行紧固作业。
本设备可满足图1所示规格尺寸的轨道车辆的轮装制动盘一次性装夹实现所有螺栓全自动拧紧工作。车轮孔ФD分别为Ф202mm-Ф205mm,车轮孔公差为(0,+0.046)mm。螺栓孔所在节圆ФE为Ф490mm。
![]()
![]()
![]()

![]()


![]()
![]()
![]()
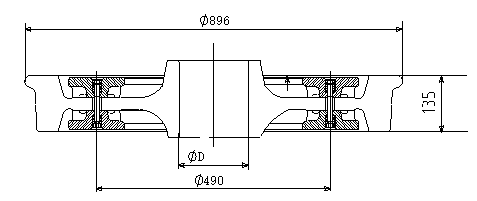
图1 轮装制动盘结构示意图
本设备采用单轴拧紧方式。主要由预组工作台、单轴拧紧机构、升降橫移机构、分度旋转机构、螺栓防跟转机构、轮盘孔初始定位机构、控制系统等组成。设备有手动和自动两种操作模式,可实现轮装制动盘螺栓单轴拧紧。设备整体结构如图2所示:

图2 整体效果图
2.工作流程概述
本文研究的单轴制动盘电动拧紧机的工作过程如下:
2.1 检查作业区域,启动设备;
2.2 将轮盘吊至预组装工位进行制动盘的预组装工作;

2.3 将组装好轮装制动盘移动至电动拧紧机工作台,按下操作盒中的按钮,进行紧固扭矩的切换调整。通过初始定位装置实现自动识别注油孔位置。然后从注油孔后的第一个螺栓开始按工作流程自动拧紧:电动伺服拧紧轴自动完成轮盘第一个螺栓拧紧后,车轮定位旋转装置自动将轮盘旋转到下一个拧紧位置,自动重复上述的操作进行另一处的螺栓自动拧紧。拧紧顺序为:(1)-(5)-(9)-(2)-(6)-(10)-(3)-(7)-(11)-(4)-(8)-(12)。
图3 螺栓拧紧顺序示意图
先对图3所示的12个螺栓按照工艺顺序进行自动预紧固,采用扭矩控制紧固,预紧固扭矩为80Nm±3.5Nm,记录拧紧扭矩的同时,并记录拧紧监控角度。
然后再对12个螺栓按工艺顺序进行自动最终紧固,采用扭矩控制紧固,最终紧固扭矩为160Nm±7Nm,记录拧紧扭矩的同时,并记录拧紧监控角度。
2.4待所有螺栓紧固完毕后,将轮盘调走,开始下一个轮盘的紧固。
螺栓分度圆直径 (mm) | 轮毂孔直径 | 螺栓数量 | 螺栓螺母 | 紧固力矩 (N·m) |
Φ490 | Φ202~φ205 | 12 | M12/M10 | 预紧40N.m,终紧80N.m |
4.设备性能指标
4.1电源:三相380V±10%,频率50Hz±1Hz,三相五线制,交流电。
4.2相对湿度:≤90%。
4.3环境温度:-5~40℃
4.4气源压力:0.5±0.1Mpa
4.5扭矩范围:20~100N.m
4.6扭矩控制精度:≤±3%
4.7转角控制精度:≤±1°
4.8拧紧轴最高转速:56rpm;
4.9设备工作轴数:1;
5.系统关键组成部分的结构及功能
5.1.单轴拧紧机构
单轴拧紧机构由1套拧紧轴和主机安装板组成,如图4所示。拧紧轴采用高精度拧紧轴系统,该拧紧轴系统具有模块化的拧紧程序编制功能,可方便地组合出复杂的拧紧控制和拧紧策略,满足各种各样的实际拧紧过程的需要。扭矩和角度信号采用数字通信传输,抗干扰能力强,具有较高的精度和可靠性,螺栓拧紧时机器具有螺栓定位装置,拧紧过程可不需人工扶持螺栓,能够根据紧固控制系统的程序,自行升降,自动对位认帽、自动退出功能,拧紧装置伸缩定位准确无误,并自动将所需要装配的制动盘螺栓拧紧。

图4 单轴拧紧机构
5.2升降橫移机构
升降橫移机构采用气缸推动拧紧系统沿着滑轨在垂直和横向两个方向移动,结构如图5所示。为了减小拧紧工作台的结构尺寸,使设备看起来简洁美观,横移气缸采用无杆气缸形式。升降橫移气缸两侧均安装有接近开关传感器,以用于对拧紧系统进行精确定位。气缸两端安装有液压缓冲器和挡块进行缓冲和机械限位,可在设备发生故障时保障人员和设备的安全。并可通过调整压缩空气的压力和流量调整工位的变换速度,该机构变换定位准确,操作灵活方便。

图5 升降橫移机构
5.3分度旋转机构
分度旋转机构由减速机、伺服电机、蜗轮蜗杆式回转器、气动卡盘、旋转支撑等组成,结构如图6所示。通过对比齿轮和蜗轮蜗杆两种传动方式的优缺点,并根据本设备的实际使用工况,本设备选用蜗轮蜗杆传动方式[1]。通过计算电机驱动负载所需的扭矩以及折算到电机轴上的负载惯量[2],并根据惯量匹配原则选用合适的伺服电机。采用伺服电机的编码器进行旋转分度,精确定位。根据控制指令,可将待组装的轮盘带动到装配需要的位置。旋转速度和方向可以用伺服控制器调节。

图6 分度旋转机构
5.4初始定位机构
初始定位机构由上下两个激光传感器以及位置调节部件组成,结构如图7所示。上下位置传感器和拧紧轴之间有特定的位置角度关系,在下面的注油孔位置传感器检测到注油孔后发出信号,上面的激光传感器开始工作,在检测到轮盘面上第一个螺纹孔时,给伺服电机发出型号,停止转动。拧紧轴下降,开始拧紧。方案设计初期选用机械式定位方式。经研究分析,机械式定位方式达不到该工位的定位精度要求,根据精度要求和成本方面的考虑,采用双激光传感器定位方式。
图7 初始定位机构
5.5反力防跟转机构
反力防跟转机构采用气缸带动反力套筒伸缩的结构形式,能够可靠的防止螺栓在拧紧过程中旋转,结构如图8所示。该机构内部有弹簧伸缩装置,即使在反力套筒对位不成功的情况下,也不会出现套筒顶紧轮盘的情况。
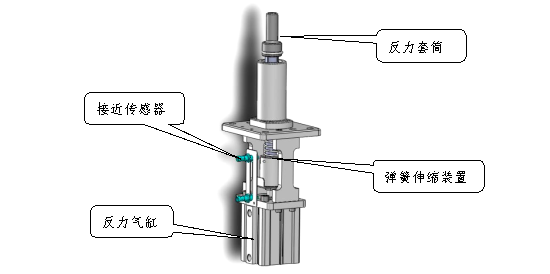
图8 反力防跟转机构
6.结论
本文介绍了单轴制动盘电动拧紧机系统的结构形式及功能,该设备投入应用后,可以大大提高装配精度和生产效率,稳定产品装配质量,降低工人劳动强度。
通过该系统结构的研究,对单轴制动盘电动拧紧机设备的研制及发展起到重要的推动作用。
【参考文献】
[1] 濮良贵 纪名刚.机械设计.高等教育出版社(第7版),2001.
[2] 徐灏.机械设计手册[M].北京:机械工业出版社,2000.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



