
中车长春轨道客车股份有限公司 吉林省长春市 130062
内容摘要:
目前,随着高铁事业的快速发展,车体的轻量化起到关键作用,铝合金车体的应用为中国铁路大提速起到关键性作用。中国标准动车组铝合金车体的制造是非常重要的一个组成部分,受铝合金焊接特性的影响,具有较大的线膨胀系数,焊接的变形量较大,而在车体制造技术中平度要求极为严格,本文就车体端墙及司机室位置平度的控制方法进行简单的探讨。
关键词: 高速动车组 铝合金车体 端墙 司机室 平度控制
引言
铝合金车体具有轻量化、强度高的特点,是高速列车运行的基础保障,同时铝合金也具有导热率高、线膨胀系数高的焊接特性,除基础型材部件焊接使用搅拌摩擦焊、激光电弧复合焊等自动化焊接及标准化工装外,还有一定量的部件组对、附件安装等使用手工焊接,在手工焊接生产中,受操作技能、装配精度、焊接工艺等影响,会产生一定的变形,而车体制造精度要求较高,我们这里对车体端墙组焊后的平度,及司机室组焊后的平度为研究对象,总结出组焊方法。
一、 端墙组焊平度控制技术
中国标准动车组项目车体组成工序, 是消化底架、侧墙、车顶及端墙等各大部件的公差,保证总组成后车体整体尺寸、外轮廓及平面度符合后工序尺寸要求,因此总组成组对尺寸及平面度控制尤为重要。
组对端墙时,端墙外风挡安装区域预留500mm焊缝不施焊(图一),在车体组成工序调整端墙宽度后,再完成预留焊缝的焊接。由于目前端墙宽度走正差,底架宽度走负差,端墙与底架相比较宽,需要向内调整端墙宽度,若调整量大于预留焊缝间隙时,会将预留焊缝的平面顶凸起,焊接后预留焊缝处平面度超差。

预留焊缝
预留焊缝

图一 组对端墙示意图

阴影区域整体平度要求不大于3mm
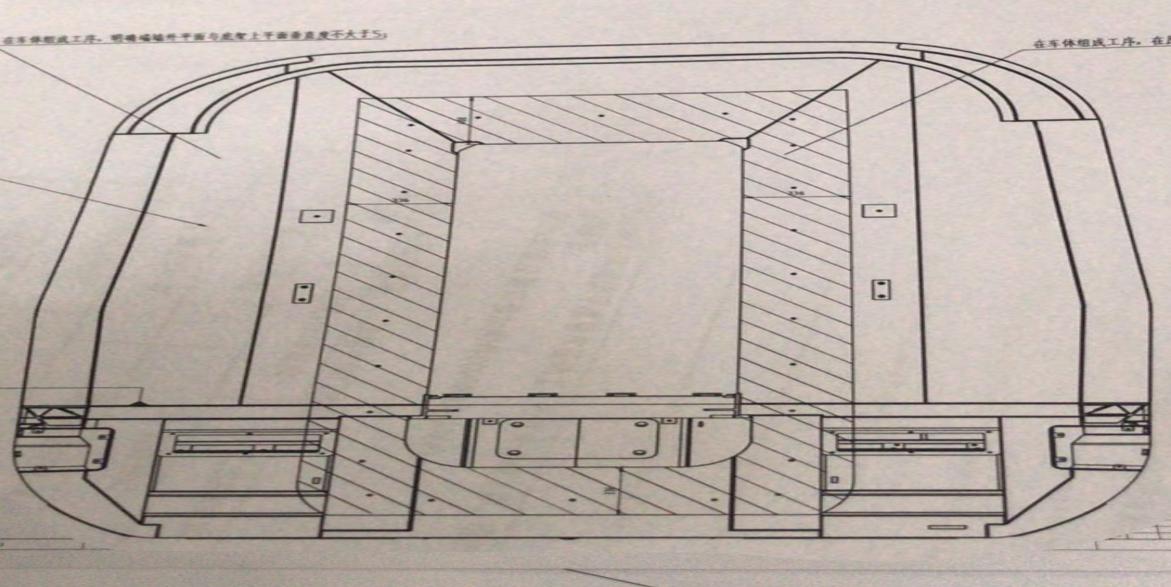
图二 风挡区域示意图
(1)剖开预留焊缝焊点
将预留焊缝段焊点剖开,调整端墙宽度,若调整量小于预留焊缝间隙,直接进行调整;若调整量大于预留焊缝间隙,将焊缝间隙扩大,直到端墙宽度调整完毕后,利用顶镐将预留焊缝区域顶紧,利用顶镐将预留焊缝区域顶紧,将焊缝间隙扩大,直到端墙宽度调整至与底架宽度匹配后利用线坠吊倾斜,调整端墙整体倾斜度保证风挡区域(图二)整体平度后点固,完成焊接。
(2)调整焊接顺序和减少焊接热输入量
众所周知焊接热输入量较大时,会造成铝合金较大变形,并且端墙预留焊缝区域由于端墙宽度的调整,存在较大应力。当焊接热输入量较大时,会使焊缝区域型材变形较大,应力释放,造成该区域平面度超差。
因此焊接预留焊缝前,对焊缝先进行段焊,间隔100mm进行段焊,段焊长度20-30mm,段焊后待冷却至室温,在采用分段退焊的方式进行焊接,减少热输入量,降低焊接变形保证焊后风挡区域整体平面度要求。
二、司机室组焊平面度控制
中国标准化动车组司机室是三维流线型结构,与车体组对时,因车体外形是由侧墙与车顶焊接后整体外轮廓而来公差较大,司机室与车顶连接区域平度较难控制且司机室蒙皮仅为4mm,焊接后蒙皮变形较大,一直以来是质量较难控制的项点,现总结方法如下:
(1)利用链稿及各类顶针对司机室宽度进行调整
因焊接变形对司机室前端下拉预制3毫米反变形量;利用顶针及链稿对司机室宽度进行调整,满足底架宽度,从一位端向二位端逐步进行调整,边调整边对蒙皮与底架焊缝进行检测,满足错口不大于1.5mm后进行点固,先在内侧进行点固,后对外侧焊缝进行点固。
(2)调整焊接顺序及减少焊接热输入量
司机室蒙皮与底架外侧焊缝焊接前进行点固(图三),间隔200mm段焊,段焊长度100mm,焊接时采用分段退焊的方式进行焊接,以便降低焊接热输入量,焊后将司机室与底架焊缝磨平。

图三 分段退焊焊接司机室与底架外侧焊缝

图四 司机室与底架焊缝焊后平面度
三、我国铝合金车体制造技术的前景
中国近几年引进吸收国外成熟的高速列车制造技术,在此技术上进一步实现国产化及自主创新,制造技术是一个国家综合能力的体现,目前跟国外发达国家还有很大的差距,在基础制造上还有很大提升和创新的空间,特别是向智能制造的转变上,我们还有更多的基础数据基本信息需要积累需要总结,相信我国高铁行业会蓬勃发展,在精准制造、智能制造领域成为制造业的金名片。
参 考 文 献:
郭柏立,张力 《金属加工(热加工)》.2016,000(16):1517
2、上海交通大学焊接工程技术研究所 楼松年 教授《铝及其合金的焊接》
3、 王春生,刘庆祝 《焊接》. 2015(1):1-6

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



