(中车贵阳车辆有限公司 贵州贵阳 550017)
【摘要】A41X型呼吸式安全阀是铁路货车罐车的重要组成部分。新版《铁路货车厂修规程》(TG/CL 110-2018)对A41X型呼吸式安全阀(以下简称呼吸阀)检修质量标准提出了更高的要求,特别是针对吸入压力范围标准,由原-1kPa~-2kPa变更为-1.5kPa~-2kPa。该项标准的加严,现有呼吸阀检修工艺无法满足其要求,总是出现试验结果波动过大引起超标的问题。本文就该问题进行分析研究,提出相应的检修工艺改进措施。
【关键词】A41X型呼吸式安全阀 吸入阀 放泄阀 吸入压力
一、A41X型呼吸式安全阀简介
A41X型呼吸式安全阀是铁路罐车重要的安全阀件,主要用于运输轻油、黏油、精细化工品类的罐车,其功能为防止罐内工作压力过大造成罐体破损和防止罐内负压造成罐体失稳。A41X型呼吸式安全阀作为调节罐体内压强大小的阀件,其主要由阀芯、放泄阀弹簧、阀盖以及阀体组成。阀芯作为呼吸阀上最重要的部件,阀芯的检修质量直接决定了呼吸阀试验合格率的高低,其主要由放泄阀、吸入阀与吸入阀弹簧组成。
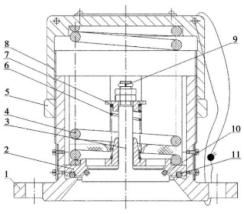
1.阀体;2.放泄阀;3.吸入阀;4.放泄阀弹簧;5.锁紧螺母;6.吸入阀弹簧;7.弹簧座;8.阀盖;9.开口销;10.吸入阀密封圈;11.放泄阀密封圈。
A41X型呼吸式安全阀结构图

A41X型呼吸式安全阀阀芯示意图
呼吸式安全阀是一种集放泄阀和吸入阀于一体的弹簧直接载荷式安全阀,顾名思义呼吸式安全阀是通过大气与罐体内的压力差直接作用于弹簧上,来调节罐体内的压力使罐体处于安全状态。
当罐体内压力与大气压力平衡时,吸入阀与放泄阀严密配合,放泄阀与阀体严密配合,将罐体内气体与大气隔绝。
当罐体内压力超过大气压并达到临界值后,罐内高压直接作用于放泄阀下方,克服阀芯组成重力并压缩放泄阀弹簧,将罐体内的气体排入大气,罐体内的压强降低到与大气压平衡时,阀芯组成回到初始位置。
当罐体内压力低于大气压并达到临界值后,大气压直接作用于吸入阀上方,在吸入阀本身的重力与大气压力的作用之下,压缩吸入阀弹簧并使吸入阀底座与放泄阀分离,使空气进入到罐体内,罐体内的压强增加到与大气压相平衡时,吸入阀回到初始位置。
二、A41X型呼吸式安全阀检修过程中发现的问题
1.新版《铁路货车厂修规程》(TG/CL 110-2018)对A41X型呼吸式安全阀(以下简称呼吸阀)吸入压力范围标准,由原-1kPa~-2kPa变更为-1.5kPa~-2kPa,试验时发现吸入压力试验结果数据波动较大,试验合格各重复试验会出现不合格问题。
2.在检修过程中,进行整阀试验,会有50%左右呼吸式安全阀吸入压力试验不合格,须进行重新拆分返修再进行试验,有的呼吸阀须拆3-4次,返修工作量大,过程中产生许多动作和不良、返修的浪费,不符合精益生产理念,工作强度大,检修效率低。
三、原因分析
1.负压试验数据波动原因
通过反复的工艺试验发现,造成负压试验数据波动的主要原因在于吸入阀与放泄阀装配不良,造成装配不良的原因如下:
①吸入阀与放泄阀未原阀原走,因制造尺寸误差导致装配不良,进而导致密封性能不良。
②放泄阀与吸入阀密封面存在影响密封性能的损伤。
③放泄阀密封面采用钢丝刷清理,产生划痕影响密封性能。
④吸入阀密封圈组装时因摩擦力过大,造成密封圈扭曲,从而影响密封性能。
⑤在吸入阀与放泄阀组装后在二者密封面经常会发现存在间隙,部分无间隙的相对转动一定角度后也会出现间隙,原因为吸入阀出现变形,导致局部密封不良。
2.整阀试验负压试验项点大量不合格原因
吸入阀与放泄阀组装后确保负压在合格范围内的关键因素为吸入阀弹簧装配高度。吸入阀弹簧装配高度高,则负压压力低,反之则高,但实际操作中很难通过人工判断确定弹簧装配高度。
四、工艺改进措施
1.负压试验数据波动工艺改进措施
①呼吸阀分解后,吸入阀、放泄阀须原阀配对存放,确保原阀原走,消除制造误差带来的影响。
②吸入阀与放泄阀组装前检查放泄阀与吸入阀配合处的密封面,手感明显存在碾堆的磨修处理。
③吸入阀、放泄阀须采用专用清洗剂及毛刷单独进行清洗,不得采用钢丝刷对吸入阀、放泄阀配合的密封部位进行打磨。吸入阀、放泄阀清洗后须采用棉布擦拭并用风枪对表面吹净。
④密封圈与吸入阀组装前须涂抹滑石粉,避免密封圈产生扭曲、变形。
⑤针对吸入阀变形问题,制作专用调修工装及透光检查灯箱。吸入阀与放泄阀组装后,在灯箱上进行透光检查,通过不断旋转吸入阀找寻透光位置并标记,再对标记处采用调修工装进行调修。调修工装主体为一工作台,在上面安装5t液压泵,液压泵下是放泄阀组成定位工装,液压泵有自动和手动控制方式,在小变形量时就采用手动调修,制作有不同尺寸压块,针对不同漏光情况选择合适压块进行调修。

透光检查灯箱

阀芯调修工装
2.整阀试验负压试验项点大量不合格工艺改进措施
①根据大量统计,得出吸入阀与放泄阀组装后吸入阀杆螺纹露出背母扣数宜为2扣,吸入阀弹簧装配高度最为合适。
②对试验台进行改进,增加阀芯组成专用试验工位,在吸入阀与放泄阀组装后在该工位进行吸入压力试验,试验4次,每次试验须转动吸入阀90°。试验数据应在-1.5 kPa~-1.8kPa之间,不符时调整螺母高度。当放泄阀组成试验合格后方可与整阀进行组装及进行整阀试验。
五、改进效果
1.通过上述改进措施,贵阳公司A41X型呼吸式安全阀一次试验合格率由30%提升至95%,极大的降低了返修率。
2.对试验合格的呼吸式安全阀重复多次试验,再未产生负压试验数据波动过大问题,试验结果均在合格范围内,保证了产品的可靠性。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



