航空工业西飞 陕西西安 710089
【摘 要】程编策略的选择对数控铣切加工零件的表面质量有决定性的影响,本文针对几种常见的加工特征的程编策略,规避加工中可能产生的表面缺陷。
关键词:数控铣切 程编策略 表面质量
引言
数控加工作为一种高效、精密的数字化切削加工技术,成为飞机复杂结构件机械加工的主要手段。随着制造水平的发展和行业竞争的不断加剧,用户对产品的要求已不仅仅局限在功能方面,对表面的美观性也提高了要求。
飞机结构件数控铣切后表面粗糙度、接刀差、残留等因素不满足要求时,需要钳工进行修整,补加工。修整本身属于手工作业,对于修整作业仅能够规范标准化的操作方法,无法精确去除量,相比较机械加工设备,标准化程度低,存在质量隐患;修整过程会造成人力、物力的过渡消耗,制造成本增加。同时,修整过程会产生大量粉尘,长期吸入影响呼吸道健康。因此提高飞机结构件数控铣切的表面质量,对于提升企业制造水平有着重要的意义。
影响产品表面质量的因素是多方面的,本文主要通过对航空结构件典型加工特征的数控铣切程编策略研究,来提高产品的切削稳定性,减少及消除不必要的加工残留及接刀差,提升产品表面质量。
航空结构件典型加工特征程编策略
航空结构件数控铣切常见的加工特征有:腹板、筋高、侧壁、转角、孔、理论外形、T型筋等。根据加工特征的不同,优选程编策略,提升产品表面质量。
腹板的加工
震颤、残留和刀花是腹板加工常见的表面质量缺陷。为提高腹板加工的表面质量,应从工艺方案制定和程编策略上进行控制。
精铣腹板一般安排在精铣侧壁之前,腹板分为单面腹板和双面腹板,双面腹板在精铣第二面时需要考虑零件的刚性,一般在腹板宽厚比大于50:1的情况下需要特殊处理,比如采用小直径、小底角R的刀具以减小切削力;采用大切深小切宽的策略,利用未加工区域的加工余量作为正在加工区域的支撑,提高加工过程刚性。如采用5mm切深、2mm切宽精铣弱刚度薄壁腹板,起刀点选择靠近立筋刚性较强处,见图2.1.1。特殊情况时需增加铣具支撑以保证薄壁双面腹板的加工过程刚性。
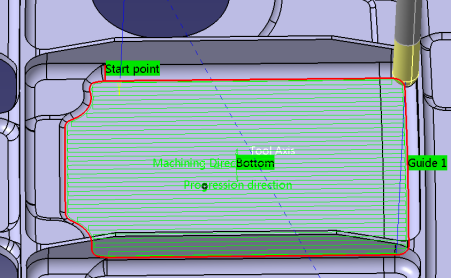
图2.1.1弱刚性腹板大切深小切宽策略
刀路换向及加工方向不统一是影响腹板机加表面刀纹观感的主要原因。在稳定切削时,刀具因切削力的作用有一定的挠度变形,当刀路换向时,原进给方向的切削力消失,刀具回弹,在新的方向重新受切削力而产生一定的挠度变形,刀具在两个方向的挠度变形切换时会挤压腹板表面形式刀花,见图2.1.2,这种刀花十分影响腹板表面的质量和观感,因此,数控加工中为了提高腹板表面质量应尽可能减少刀路换向,不要使用环切加工策略,使用往复加工的策略,刀具在加工腹板中间部位时不换向,刀纹方向规整统一,简洁美观,表面质量较好。
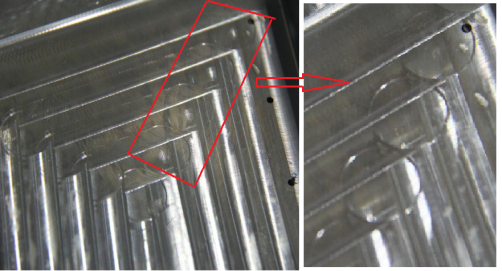
图2.1.2刀具换向刀花
筋高的加工
筋高由多个连续的面形成的零件高度轮廓,按组成面可分为平筋高和非平筋高。筋高的加工一般安排在精铣立筋厚度之前,以保证加工筋高时具有足够的刚性。不同的筋高特征注意事项不同,加工策略也不同。
当立筋高度与厚度比值大于8:1时,立筋刚性弱,加工筋高时推荐选用顺铣加工,刀具中心避免与立筋中心重合,见图2.2.1。
图2.2.1顺铣、刀具中心避免与立筋中心重合
平筋高的加工策略:筋高面为水平面时采用轮廓铣削策略,尽量宽度方向一层加工到位。
斜筋高的加工策略:筋高为斜面时采用行切加工Isoparametric Machining 。行切时注意刀具路径延筋长度方向,且刀路尽量平滑。当斜筋高面不规整时,可以通过构件规则的辅助面作为加工特征,确保刀具路径规整。
槽腔转角及侧壁的加工
精铣转角及侧壁一般安排在精铣腹板之后,常见的表面缺陷转角窝刀、振刀纹、转角与侧壁的接差、转角及立筋与腹板的接差、立筋的震颤,侧壁的靠刀痕。
加工时为了避免由于切削力突变所产生的震颤,应尽量保证切削余量均匀,切削轨迹平滑。因此根据零件结构选取合适的刀具直径、刃长、底角及切削路径。分层加工的刀具刃长越短越好,通常选用刃长小于1倍刀具直径,最大程度减少刀具与零件侧壁的无效接触面积,减少各种变形引起的摩擦力及二次切削,从而降低总的切削力,减少不必要的颤震刀纹。为了避免底刃与侧刃同时切削所产生的几何级增长的切削力所造成的震刀颤刀,铣侧壁时先距腹板0.5mm将侧壁加工到位,然后避让侧壁0.03mm,避让腹板0.02mm铣最底部一层。
槽腔加工时,为了消除转角与侧壁的加工,侧壁与转角经常连续加工。而由于粗加工追求加工效率,使用大直径的刀具加工,这样就导致转角的加工余量远大于侧壁的余量。其次刀具在加工转角部位时会在转角处停顿,变向,在加减速的过程中由于切削力大小和方向的变化,使得刚性较差的刀具从受力弯曲状态回弹到自由状态,造成转角处的过切,简称窝刀;再次是因从侧壁加工至转角时刀具与零件的接触包角从20°左右增加至120°左右,切削面积的急剧增加会在零件刚性不足、刀具刚性不足的情况下引起窝刀。窝刀原理就像在百米冲刺跑道上出现90°转弯一样,速度越快摔的越狠。因此在遇到转角加工时,我们需要对转角加工进行提前处理。
转角余量预处理。当转角处余量超过侧壁余量时,加工槽腔前,先使用小直径刀具对转角进行半精加工,减少转角处的加工余量。
转角处圆滑过渡, 加工转角时,刀具半径越接近转角半径,刀具包络面积越大,切削工况越恶劣,在确保刀具刚性的情况下,尽可能选用小直径刀具,转角R>1.5倍刀具半径最为理想,刀具越小,转角处刀路过渡越平缓。当转角很小,刀具刚性差,不能使用更小刀具时,转角处刀路为尖点,为了避免刀路急剧变向和窝刀,一般视转角公差给定适当的圆角半径,加大转角半径让刀路圆滑过渡,见图2.4.1。
图2.3.1转角光滑过渡
程编时设定转角降速,防止加工转角时刀具速度突变和停顿造成的冲击,应选用较小的切削速度,降低进给速度至正常切削速度的65%。另外采用顺铣和圆弧插补可以改善加工工况。
图2.3.2 转角降速
闭角转角的加工,三轴粗排零件后闭角转角部位的残留需要单独处理,闭角越大,残留越大,加工难度也越大。对于闭角转角部位的残留,应采用刚性较好的笔型刀进行定轴、小余量行切加工。侧壁残留的加工应从上而下,腹板残留的加工应从外向内,余量较大时应进行分层分段加工,避免切削余量过大和窝刀。笔型刀定轴行切闭角转角。
图2.3.3笔型刀定轴行切闭角转角
为了避免侧壁上由于进退刀而产生的靠刀痕,不允许贴着侧壁直抬刀和直下刀,也不允许进退刀在侧壁上的同一点。宏命令尽量沿零件表面切向使用圆弧进退刀,狭小槽腔使用螺旋铣切。槽子4周均不允许有靠刀痕,通过宏命令将圆弧切入切出进退刀位置设置在转角上,避免精度面产生靠刀痕。
孔的加工
数控铣切时普通孔的加工策略有钻孔和铣孔,对于导孔、装配孔等小直径的孔一般采用钻孔策略加工,对于通过孔、减轻孔等直径较大的孔,一般采用铣孔策略加工。
钻孔加工时,同一面上相同孔径的孔可以成组化加工,提高程编效率。由于钻头前端一般为120°锥角,为了保证将孔钻透,程编时,钻孔深度需加深。单面零件为防止钻到平台上,深度不要加深。加工时,先在毛料上进行试钻,孔径合格后再正式钻孔,见图2.4.1。
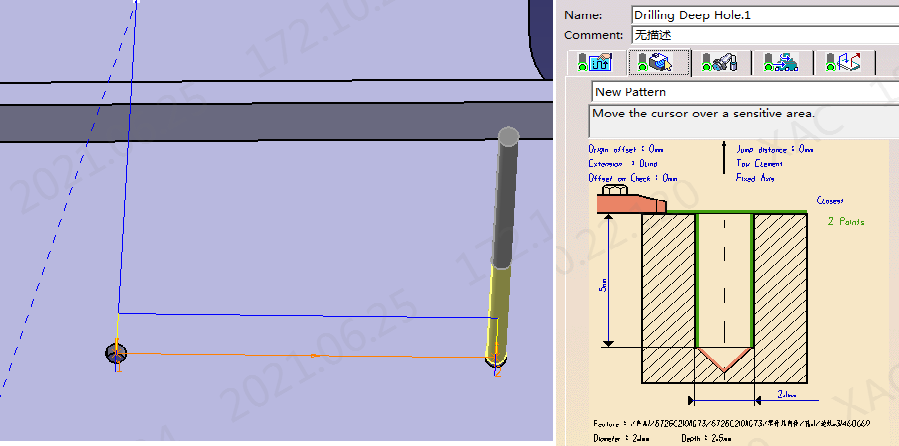
图2.4.1钻孔加工策略
铣孔时,使用螺旋铣切方式,从上向下螺旋加工,进退刀不要贴着孔壁,贴着孔壁进退刀容易在孔壁上产生靠刀痕。进退刀选择圆弧进退刀,轨迹圆滑,加工效果好。铣孔时根据孔径公差带,余量一般-0.01~-0.03,保证孔径尺寸符合要求。
双曲面理论外形的加工
双曲面理论外形一般采用五轴侧刃铣策略进行加工。刀轴矢量方式一般采用Tanto Fan(刀具在给定接触高度上相切),接触高度设置不合理会发生过切或残留,经验值为驱动面高度的一半,上下调节,以不发生残留和过切为准。加工特征由驱动面、底面、起始与终止边界组成,驱动面要从左往右或从右往左依次连续选取,驱动面的选取方向和起始边界的设置,决定了刀路的走刀方向,一般选择顺铣加工。对于理论外形特征,根据设计公差一般按负差进行加工,如某新型机理论外形设计公差为-0.25~+0.05,数控加工中通常采用-0.07或-0.05的偏移加工策略,为了控制零件尺寸,内形偏移相同的余量来保证壁厚。轴向策略模式选择By thickness(按厚度加工),不要选择By offset(按补偿加工),当面轴向曲率过大时,使用By offset加工,会导致加工面局部厚度超差。为了保证理论外形的表面质量,程编时可以选择增加Finishing(精铣)策略,模式为Side finish each level(每层侧面精加工),余量一般选择0.5mm。
T型筋的加工
T型筋包含单侧T型筋和双侧T型筋,常见于壁板、机加肋、地板梁等零件,用于增大筋高处支撑面积,减少局部受力,T型筋结构见图2.6.1所示。
图2.6.1 T型筋结构
T型筋的加工分为粗加工、精加工、去残留加工,一般情况下粗加工以去除大部分的材料为主,但如果零件的壁厚尺寸较小,T型筋结构刚性弱,为了保证加工过程中有足够的刚性,一般筋厚余量同T型筋上部缘板宽度相同。下面从弱刚度薄壁T型筋的加工策略进行介绍。
为了保证壁厚尺寸、表面质量和阶差要求,对于长度较长的T型筋,由于无横筋支撑还要保证沿长度方向的直线度要求,精加工变形主要由切削过程中零件刚性与切削抗力引起。加工T型筋所使用的刀具特殊,对于上部缘板宽度较宽的T型筋,所需T型刀刀盘尺寸大,刀杆直径小,二者尺寸相差较大,刀具刚性差。因此,制定合理的加工顺序,保证加工过程中切削力均匀稳定对零件的可靠加工尤为重要。根据T型筋的结构特点,加工顺序安排如下:
铣筋高——保证筋高尺寸
铣凸缘——保证顶部缘板宽度
铣筋厚——保证筋厚及顶部缘板壁厚尺寸(分两侧对称加工、单侧加工)
铣腹板——保证底面腹板尺寸阶差
接底角残留——去除底角残留
对于双侧T型筋,采用单向环切的两侧同时对称铣削方式,加工过程刚性好,但加工过程中不能够进行筋厚尺寸测量。采用单侧加工方式加工刚性差,当一侧筋厚加工到位后再加工另一侧,便于筋厚尺寸的测量和保证。对于单侧T型筋的加工,可优先加工带凸缘的一端,再用立铣刀加工无凸缘的一侧。进退刀采用从零件端头平行切向进刀,可使切削力平稳减少颤振。
结语
本文通过对航空结构件常见的典型特征加工中会出现的问题,以及如何通过数控程编策略的选择,来规避消除加工问题,提升产品表面质量。随着飞机零件设计向复杂化、薄壁化的发展,对于数控加工工艺的要求也越来越高。持续研究数控铣切程编策略,提出各结构特征的最优程编策略,为工艺人员提供有效的参考。
参考文献
[1] 智建京.CATIA V5R21 完全自学手册[M]. 电子工业出版社,2016:468-528.
[2] 刘雄伟.数控加工理论与编程技术[M].机械工业出版社,1994:150‐170.
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



