渭南技工学校
摘 要:一场史无前例的疫情引发了全世界的不安,不安的背后隐藏着一个不争的事实,就是口罩短缺。一度,口罩成为了一种“护身符”。口罩是怎么生产的呢?他需要什么样的设备呢?本文通过对熔喷非织造布的工艺过程分析,对比竖喷式和横喷式熔喷非织造布生产工艺的优缺点进行对比,以及对熔喷非织造布成型机理进行分析,设计一款型号为MBL-600竖喷式熔喷布生产线的设计及注意事项。
关键词: 熔喷非织造布;聚丙烯超细纤维;熔喷模头(喷头)
一、熔喷布及其作用
熔喷布是口罩最核心的材料,熔喷布主要以聚丙烯为主要原料,纤维直径可以达到1~5微米。空隙多、结构蓬松、抗褶皱能力好,具有独特的毛细结构的超细纤维增加单位面积纤维的数量和表面积,从而使熔喷布具有很好的过滤性、屏蔽性、绝热性和吸油性。可用于空气、液体过滤材料、隔离材料、吸纳材料、口罩材料、保暖材料、吸油材料及擦拭布等领域。
(1)医疗卫生用布:手术衣、防护服、消毒包布、口罩、尿片、妇女卫生巾等;
(2)家庭装饰用布:贴墙布、台布、床单、床罩等;
(3)服装用布:衬里、粘合衬、絮片、定型棉、各种合成革底布等;
(4)工业用布:过滤材料、绝缘材料、水泥包装袋、土工布、包覆布等;
(5)农业用布:作物保护布、育秧布、灌溉布、保温幕帘等;
(6)其它:太空棉、保温隔音材料、吸油毡、烟过滤嘴、袋包茶叶袋等。
熔喷布是口罩最核心的材料。医用口罩及N95口罩是由纺粘层、熔喷层和纺粘层构成的。其中,纺粘层、熔喷层均由聚丙烯PP材料构成。熔喷布过滤材料是由聚丙烯超细纤维随机分布沾结在一起,外观洁白、平整、柔软,材料纤维细度为0.5-1.0μm,纤维的随机分布提供了纤维间更多的热粘合机会,因而使熔喷气体过滤材料具有更大的比表面积,更高的孔隙率(≥75%)。经过高压驻极过滤效率,使产品具有低阻、高效、高容尘等特点。
二、熔喷布生产线的组成
熔

 喷非织造工艺是采用高速热空气流对模头(喷头)喷丝孔(一排间距不超过1mm,直径在0.1-0.2mm之间),挤出的聚合物溶体细流进行牵引,由此形成超细纤维并收集在聚网帘或滚筒上,同时靠自身粘合而形成熔喷法非织造布。其主要生产流程为溶体准备 过滤 计量 溶体从喷丝孔挤出 溶体细流牵引与冷却 成网。
喷非织造工艺是采用高速热空气流对模头(喷头)喷丝孔(一排间距不超过1mm,直径在0.1-0.2mm之间),挤出的聚合物溶体细流进行牵引,由此形成超细纤维并收集在聚网帘或滚筒上,同时靠自身粘合而形成熔喷法非织造布。其主要生产流程为溶体准备 过滤 计量 溶体从喷丝孔挤出 溶体细流牵引与冷却 成网。
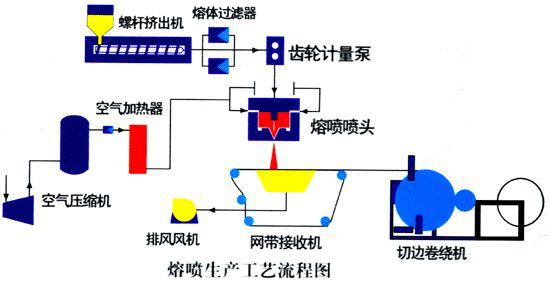
根据熔喷布的特点,生产设备由聚丙乙烯材料上料部、螺杆挤出机、计量泵、熔喷模头(喷头)组合件、空气压缩机、空气加热器、接收装置、卷绕装置组成。
熔喷布生产线的设计
熔喷非织造工艺是利用高速热空气对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并凝聚在凝网帘或滚筒上,并依靠自身粘合而成为非织造布。
通过工艺流程中对各预设结构的分析,各部件型号选择如下:
1.螺杆挤出机选型:螺杆机的选型,以成品幅宽600mm熔喷布为例,通过查阅GB/T12783—91(国内橡胶塑料机械标准)标准,选型为SJ-60×25,螺杆最高转速80r/min,最高产量46Kg/h,电机功率22KW,机筒加热段数4,机筒加热功率为12KW。
2.电机选型:国标显示SJ-60×25电机功率为22KW,以国内低压输电频率50HZ选型为YL180L4四极电机,转速1400r/min。
3.减速机选型:为保证机筒最高转速(保证产能)及整条产线稳定生产,与之匹配的减速机选择为硬齿面减速机,型号为ZLYJ173,减速比为1:16,在正常电压 50HZ频率下,其转速为1400*1/16=87.5r/min,大于螺杆挤出机最高转速,完全满足设计要求。
计量泵是一种可以满足各种严格的工艺流程需要,流量可以在0-100%范围内无级调节,用来输送液体(特别是腐蚀性液体)一种特殊容积泵。通过单螺杆挤出机挤出热熔聚合物后,经过过滤器(换网器)后,通过计量泵控制流入模头(喷头)中的聚合物数量。从SJ-60×25(螺杆直径60mm)单螺杆挤出机挤出热熔聚合物后,为提升热熔聚合物压力,计量泵流出孔径尺寸必须小于60mm。常用小于60mm孔径的计量泵有两种,分别为孔径为50mm的50cc/r计量泵和孔径为30mm的30cc/r计量泵,故此选用300cc/r计量泵。 产能计算:螺杆机40r/min的挤出量计算,30cc/r计量泵(转速20r/min)每小时产能为:30*20*0.9*60/1000=32.4Kg/h,可满足使用要求。
3.2非标准部套的设计
熔喷非织造工艺是利用高速热空气对模头喷丝孔挤出的聚合物熔体细流进行牵伸,由此形成超细纤维并凝聚在凝网帘或滚筒上,并依靠自身粘合而成为非织造布。
纤网强力除取决于纤维本身的强力外还取决于纤维之间的热粘合程度。热粘合程度受接收距离(DCD)的影响尤为显著。根据以上特点对冷空气对成丝过程影响,我们选择垂直式热熔熔喷。
根据热熔熔喷布形成机制分析,热粘合程度受接收距离(DCD)的影响尤为显著,那么就要使收丝网帘布与熔喷模头(喷头)之间的距离可以调整,显然手动调整不能满足在热熔熔喷过程中机台整体上升或者下降的功能,根据墙板、牵引辊、网带导向胶辊等的重量计算得知,选用SWL1 200型号丝杆升降机,通过电气控制实现自动上升和下降。
熔喷模头(喷头)在长时间使用时需要及时进行清理和保养,成型部套部分必须能够移动一定距离,保证熔喷模头(喷头)在安装时能够吊装清洗,长时间运行时能够得到及时清洗。保证聚合物熔体在整个熔喷模头长度方向上均匀流动并具有均一的滞留时间,从而保证熔喷法非织造布在整个宽度上具有较均匀的性质。
挤出部套,位于成型部套顶部。他有单螺杆挤出机(包含料斗、自动上料机及加热装置)、换网器、连接法兰、计量泵、熔喷模头(喷头)组成。
左端为22KW 4极电机、ZLYJ173硬齿面减速机及单螺杆挤出机,单螺杆挤出机连接换网器,换网器后通过自制法兰与计量泵连接,计量泵后采用法兰直接连接熔喷模头(喷头),右侧为管道加热器,通过加热空压机输送的空气,提供给熔喷模头(喷头)热空气。
通过换网器将连接螺杆挤出机热熔后聚丙乙烯经过过虑后输送给熔喷模头(喷头),它是起到过虑聚合物的作用,保证成品的色泽。
绕卷装置是此生产线的收料装置,它由三部分组成,分别为驻极充电部分、分切部分、收卷部分,其中驻极充电部分是给以形成的熔喷布加入电荷,增强熔喷布过虑效果;分切部分是将以喷丝成型的熔喷布切边的同时进行分切;收卷部分将已分切去边的成品熔喷布进行收卷,一般控制收卷直径小于500mm。
四、结束语
熔喷布以聚丙烯为主要原料,纤维直径可以达到0.5-10微米,这些具有独特的毛细结构的超细纤维增加了单位面积纤维的数量和表面积,从而使熔喷布具有很好空气过滤性,是较为良好的口罩材料,在大中小医疗机构,在地震,洪水侵袭的受灾地区,在非典、禽流感和H1N1病毒的高发季节,熔喷滤纸以它强劲的过滤性能,发挥着不可替代的作用。通过此次设计熔喷布生产线使我明白非织造布的形成过程,以及熔喷布过虑机理。在以后的工作和学习中我要更加努力,不断提升自我能力,为社会做出我一份微薄的贡献。
参考文献:
[1]熔喷非织造布的应用和展望 ------------《福建轻纺》 2011年04期
[2]熔喷非织造布工艺与性能的关系----------《现代纺织技术》 2015年06期
3

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



