中冶建筑研究总院有限公司,北京 100088
摘要:高强度螺栓连接面是当下建筑及桥梁钢结构工程的施工中常见构件,其上各个连接面的衔接质量对工程整体质量起到决定性作用,抗滑移系数高低也是影响钢结构施工效果的一项主要因素。本课题通过试验探究喷丸方式、存放时长、预拉力调控方法等对抗滑移系数大小形成的影响。分析试验结果发现,和传统喷丸方式相比,正面喷丸除锈方法效能更高;伴随存放时间的延长,连接面抗滑移系数也呈增长趋势;如果能将应变片牢固粘贴在螺杆上去调控预拉力,则有助于强化抗滑移系数的可靠性。
关键词:钢结构;高强度螺栓;连接面;抗滑移系数;试验分析
引言
既往大量的工程建设实践表明,高强度螺栓有施工操作简单、快捷、抗腐蚀性及焊接性能强等优势,逐渐演变成衔接钢结构工程的主要方式。采用不同被连接件之间形成的摩擦力去抵制钢件的滑移过程,并且这种摩擦力对螺栓的实际承载能力起到决定性作用,据此定义了滑移系数。为了能使高强度螺栓连接件的施工质量得到更大保障,笔者结合既往数年间总结的经验,通过试验测试了钢结构高强度螺栓的抗滑移系数,阐明常见因素对抗滑移系数形成的影响。
高强度螺栓连接面的介绍
当前,国内工业领域中应用的普通螺栓主要有粗、精制螺栓之分,前者对应C级,后者以A、B级为主。相比之下,前者的螺杆直径公差相对较大,需在直径大于孔径1~2mm的螺栓孔下方能顺利安装。在剪切力的作用下,其发生滑移现象的概率较高,故而现行规范内指出其适用于非受力构件及组装螺栓。而精制螺栓的螺杆直径公差偏小,没有正公差,能和螺孔之间形成良好的配合关系(和螺杆相比,螺孔直径长出0.3mm),可以辅助安装主要的受力构件[1]。国内现有的高强度螺栓中,精度在粗制与精制螺栓之间,和螺孔无法密切配合,仅能充当粗制螺栓被使用。鉴于其螺孔直径偏大的实际情况,为确保其在生产中不出现滑移现象,就要确保其预拉力与摩擦面符合设计要求。
试验设计
2.1选择合适的试件
参照既有规范,可以选用两栓与三栓形式作为抗滑移系数试件。鉴于不同螺栓预拉力的大小不均匀的情况,在预拉力作用下,试件会出现轻微变形,螺栓数目越多出现变形位置就越多,其势必会影响最后的试验结果,为了能将对抗滑移系数形成的影响降到最低,本课题研究选择两栓试件。为确保试验具有一定代表性,试验中应用了M20的10.9级高强螺栓,材质40Cr钢。钢板选用Q235钢。
2.2处理摩擦面
处理试件摩擦面时可选择的方法较多,喷丸除锈即应用机械化方法以较高速度与某一角度将金属的丸料抛射至工作表面上,使钢丸高速冲击工作面,实现处理其表面上杂质、附着物的方法,实践中经常选用该法处理摩擦面,喷嘴与表面的角度是随机设置的。本课题研究中为明确喷射角对抗滑移系数形成的影响,应用了常规状况下的喷丸形式及喷嘴和工作表面相互垂直的喷丸方法,为区别以上两种喷丸形式,把前后者分别定义成常规、正面喷丸。
2.3存放试件的时长
为检验已喷丸除锈试件不同存放时长对抗滑移系数大小形成的影响,本课题设计了存放时长7d、180d下的抗滑移试验分析。存放环境温度设定成自然常温状态,维持存放空间的相对干燥性,确保试件表层无锈斑。
2.4控制预拉力
将一定预拉力施加给高强度螺栓是试验研究中的重要操作之一,其直接影响抗滑移系数的精准度。试验研究中把应变片(BX120-2AA胶基应变片 规格2×1,灵敏度2.07%)牢固粘贴在螺杆局部与把轴力计加装至专用型高强度螺栓上的方式,联合使用扭力扳手去调控螺栓预拉力。应变片粘贴的试件内,为在操作中有效保护应变片,应严格设定其粘贴部位,具体是螺杆上开设的两个对称小扇面上,且还要在螺头上开出小孔,确保应变传感器能在不告饶正常作业而得情境下引出引线;为确保引线自身有良好的绝缘性,需要将绝缘管淘在引线上,螺头顶面固定在引线端子上[2]。
2.5试件数目
整体考量以上试验设计情况,共计取用了5组试件,各组5套,共计25套。其中,常规喷丸3组,两侧粘贴应变片的各一组(组别记作组别I、IV),存放时间分别为7d、180d,另一组为一侧安装轴力计,对应的存放时间7d(组别I);正面喷丸2组,均是两侧粘贴应变片,存放时间分别是7d、180d(记作组别III、V)。
试验要求
(1)材料要求:选择的钢材批次、材质、制作批次均要相同,高强度螺栓在批次、性能等级、存放制造条件均要等同,并且要负担相应的合格报告,加装轴力计的高强度螺栓是仪器配套装置,其能实现可重复循环使用。严禁板件局部出现波浪变形,孔加工位置没有
飞边、毛刺。
(2)施拧要求:位了能确保摩擦面密贴、螺栓受力匀称,严格依照既有规范控制试件
施加扭矩次数、初、终拧扭矩各自的大小。明确要求高强度螺栓的初拧扭矩是终拧扭矩的50%左右,并在同一天完成初、终拧操作。针对螺栓的拧紧顺序,建议由试件中部至两边依次进行。 终拧环节中,施工扭矩要做到连贯、平稳,严禁出现螺栓、垫圈和螺母共同旋转的情况,如果现场探查到发生转动情况,则要及时更换新的高强度螺栓。当面对安装压力传感器装置或粘贴电阻应变片的螺栓,则要配合使电阻应变仪测量、调控试件各个螺栓的预拉力,建议将其数值调控在0.95P一1.05P(P是螺栓的设计预拉力)范围中。在螺栓终拧操作结束后,应用厚0.3mm塞尺插进板缝深度≥20mm。
(3)预拉力调控:针对装有轴力计、粘贴应变片的螺栓,分别采用电子显示屏数据、电阻应变仪调控其预拉力,如果两个应变数据均值符合预定应变要求时暂停施扭,可以尝试采用如下公式计算[3]:

上式中,E弹性模量,2.06×105MPa; 代表的是高强度螺栓预拉力(kN);
代表的是高强度螺栓预拉力(kN); 是螺杆尾部的净截面面积(mm²)。
是螺杆尾部的净截面面积(mm²)。
(4)测试系统:为了规避导线电阻对试验检测结果形成的影响,建议尽可能的减短导线,并且维持不同通道导线长度之间统一;通过使用屏蔽线去削弱数据漂移带来的影响,并配合使用温度补偿,测试操作中尽量不要出现导线抖动的情况。
(5)拉力试验:具体测试中,严格对准试件与试验机夹具中心,使试件抗滑移试验有更充足的准备,试验机与检测仪器均要同时调零;于试件两侧清晰的画上刻度,用于测量试件的滑移与变形状况。将位移计安装在试验机的上下夹具上,用其检测试件的整体变形状况。
加载环节中,要先加载10%抗滑移设计荷载,暂停1 min后,而后再平缓加载,将加载速率调控在3~5kN/s之间。直至滑动完全破坏,利用辅助装置检测此时的滑移载荷,PLC采集数据并上传至上位机系统,完整的保存试验数据。
观察试验现象
4.1预拉力试验
将一定预拉力施加给高强度螺栓时,要在其上对称粘贴、布置应变片,施加预拉力过程中,两应变传感器显示的应变数据有差别。针对出现以上状况的原因,可以做出如下解释:
螺栓依靠螺母与螺栓螺纹两者之间形成的咬合作用去传力,施加扭矩环节中承受着扭矩作用,在这样的工况下,很难确保轴向受力的匀称性,最后造成试验检测中单个高强度螺栓上的两应变片呈现的数据不一致、故而计算时应取其均值进行调控。
在施加一定预拉力后,不管还是那种型号的高强度螺栓,其自身均存在着不同程度的预拉力损失情况,和加装轴力计的螺栓相比,粘贴应变片的螺栓预拉力损失值相对较小,速度也较迟缓。解读其原因,可能是由于加装轴力计的螺栓是特制、专用型螺栓,自身长度偏长(大概是粘贴应变片螺栓的2倍)[4]。
4.2拉力试验操作
在执行这一过程时,第三组内的5套试件都发生在加装轴力计的螺栓单侧,这提示装有轴力计一侧的螺栓对板件形成的压紧力低于另一侧、原因:组装轴力计的螺栓偏长,预拉力损失量偏多,并且这种螺栓会重复使用,屡次拧紧安螺母、垫圈等构件均会对滑移情况形成较大影响。
统计与分析试验结果
试验阶段,如果试件突发“嘭”的异响,并且试验发生回针情况,则可以把这种工况下的载荷判读成滑移荷载。利用各类型传感器经规范调控所得的预拉力,配合使用滑移荷载。试验操作中,如果单侧摩擦面发生一定滑移(即滑动失效),拉力机出现回针,则要持续加载,当另一个摩擦面也发生滑移情况时(该过程滑动失效侧的螺栓构件承受着监理),试验完毕。可以应用下式测算出试件的滑移系数[5]:

式内: 是滑移载荷(kN);
是滑移载荷(kN); 代表的是摩擦面数,取值2;
代表的是摩擦面数,取值2; 表示试件滑移单侧螺栓预拉力实测值的总和(kN)。部分试验数据见表1。
表示试件滑移单侧螺栓预拉力实测值的总和(kN)。部分试验数据见表1。
组别 | 试件编号 | P(kN) | | | | |
I | I—1 | 155 | 285.1 | 310.7 | 0.458 | 0.490 |
I—2 | 155 | 309.1 | 316.5 | 0.489 | ||
I—3 | 155 | 289.1 | 289.8 | 0.499 | ||
II | II—1 | 155 | 311.2 | 320.6 | 0.486 | 0.475 |
II—2 | 155 | 247.1 | 319.8 | 0.385 | ||
II—3 | 155 | 301.6 | 319.6 | 0.474 | ||
III | III—1 | 155 | 302.2 | 284.5 | 0.532 | 0.5043 |
III—2 | 155 | 293.2 | 290.6 | 0.503 | ||
III—3 | 155 | 311.2 | 320.5 | 0.489 | ||
IV | IV—1 | 155 | 275.4 | 339.6 | 0.519 | 0.515 |
IV—2 | 155 | 366.6 | 324.7 | 0.566 | ||
IV—3 | 155 | 310.2 | 315.5 | 0.495 | ||
V | V—1 | 155 | 329.6 | 53.7 | 0.516 | 0.534 |
V—2 | 155 | 346.1 | 310.3 | 0.559 | ||
V—3 | 155 | 321.5 | 315.5 | 0.511 |
滑移系数试验的试验报告内容以试件的加工质量、试件摩擦面的表层与处理质量、摩擦面的涂层质量、螺栓初终拧质量及拉力试验。
综合分析表1内的数据,可以得出如下几点结论[6]:
I、II组对比,在喷丸处理方式、存放时间长度(7d)等同的工况下,组装轴力计试件的抗滑移系数均值稍稍低于粘贴电阻应变片的试件。特别是II—2套试件抗滑移系数在0.45之下。参照上文对试验主要现象做出的分析内容,装设轴力计的高强度螺栓相对较长是主要原因,预拉力损失量较大导致的。
I、III两组做对比分析,存放时间(7d)相等时,和传统喷丸工艺相比较、,正面喷丸处理方式下的试件抗滑移系数均值要高出30%左右;IV、V两组做对比分析,同是在180d的存放时间下,经正面喷丸工艺处理后而得试件抗滑移均值和传统喷丸相比大概要高出5%。分析以上情况的成因,可能是因和传统喷丸相比,正面喷丸工艺处理过程对板件会形成较大的冲击作用,以致试件表层的粗糙度整体提高,提供的摩擦力更大。
I、IV组及III、V组做对比分析,在喷丸工艺方法一致的工况下,伴随试件存放时间的延长,各种喷丸方式下试件的抗滑移系数均呈现出增加的趋势,和传统喷丸方式相比,
正面喷丸工艺方式下的提升幅度更大,高于6%[7]。主要是在喷丸方法处理的工艺下,在较大的冲击荷载作用下试件表层局部钢材能在较短时间内抵达屈服状态,并且鉴于钢材自身具有一定时效性,伴随试验时间的推移,其强度也会提升,在这样的工况下其抵制摩擦力的能力明显强化,最后提升了抗滑移系数。
抗滑移系数试验时的注意事项
6.1试件摩擦极限拉力值F的选择

 、
、 分别是摩擦面抗滑移系数设计值、摩擦面个数、螺栓设计预紧力、试件单侧螺栓数目[8]。
分别是摩擦面抗滑移系数设计值、摩擦面个数、螺栓设计预紧力、试件单侧螺栓数目[8]。
在具体实践中,应选择稍微大一些的 。比如,生锈、热喷铝、喷涂富锌漆摩擦面 分别选定0.50、0.45、0.50。
。比如,生锈、热喷铝、喷涂富锌漆摩擦面 分别选定0.50、0.45、0.50。
国内省级试验单位的多数拉力机是100t级,故而多数工况下设计拉力值F<800kN(100t拉力机极限载荷的80%左右),否则会增加试验成本。 设计100t拉力机钳口极限距离900mm,据此可以限制整个试件的长度,在850mm以下;并且试件两侧端的夹持长度要≥150mm;夹具夹持长度、过渡区分别为100mm,50mm。
6.2选择试件的有效截面积
通过科学选取该项指标,要求在试件抵达设计抗滑移系数之前试件不出现塑形变形状况,,实质上就是试件的抗拉极限拉力值(T)在其摩擦极限拉力值(F)之上。
其中,可以采用公式T= ,其中A代表的试件的有效截面积。对于某三栓试件(图1),应用
,其中A代表的试件的有效截面积。对于某三栓试件(图1),应用 30mm螺栓,设计螺栓预紧力355kN,孔径 33mm,试件抗拉极限
30mm螺栓,设计螺栓预紧力355kN,孔径 33mm,试件抗拉极限 =354NPa,设计μ=0.45[9]。
=354NPa,设计μ=0.45[9]。
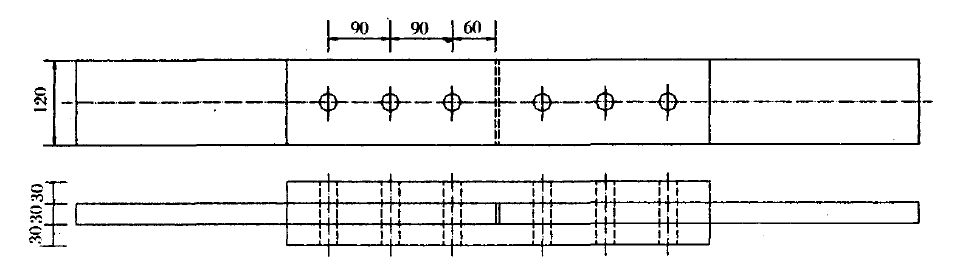
图1 三栓摩擦面的抗滑移试件
计算的T、F分别是900.45kN、958.00kN,显而易见, T<F,这就预示着设计有效截面积没有抵达设计抗滑移系数之前试件就已经出现了塑性变形状况,据此可以判断该试件设计的合理性不足很难获得真实的抗滑移系数μ值。
结束语:
和传统喷丸除锈方法相比,正面喷丸除锈工艺优点更多优点,主要是因为其对板件形成较大的冲击作用,经处理后的试件表面更加粗糙,这是提升抗滑移系数的基础,并且伴随试验时间的延长,和传统喷丸相比,这种处理方式下的抗滑移系数增量更大。
在干燥的环境下存放试件,存放时间长度也是影响试件抗滑移系数大小的主要因素之一,因为钢材自身有较好的时效性,处理后的试件存放时间越长,其抗滑移系数就越大。
如果采用轴力计控制高强度螺栓的预拉力,尽管操作过程相对较简单,容易调节控制,但因螺栓自身偏长,必须是特制且需要循环应用,不仅会增加螺栓预拉力的损失量,也和既往权威危险内对螺栓副提出的要求。故而,相比之下,将电阻应变片粘贴在螺杆局部去控制其预拉力更具稳定性、可行性。
参考文献:
李俊敏, 王勇, 周雨. 钢结构高强度螺栓抗滑移连接件滑移系数研究[J]. 安徽建筑, 2019, 026(002):62-66.
[10] 邱纪龙. 锅炉钢结构用高强螺栓断裂原因分析[J]. 科学与财富, 2019, 000(014):49-51.
[3] 翁昶东. 牛港山公园高强螺栓连接式钢结构栈桥施工工艺探讨[J]. 江西建材, 2019, 243(04):175-176.
[4] 邓宗梁. 高强度螺栓连接摩擦面抗滑移系数试验介绍及其影响因素[J]. 福建建材, 2020,47(9):19-22.
[5] 黄楠. 高强度螺栓连接抗剪非线性简化模型[D]. 合肥工业大学, 2019.
[6] 刘晓东. 浅谈高强螺栓在脱硝改造钢结构工程的应用[J]. 山东工业技术, 2019, 000(023):76-78.
[7] 侯方, 吕瑞宁, 王梓宇. 浅谈石化装置钢结构的高强螺栓施工方法[J]. 安徽化工, 2019, v.45;No.220(04):114-116.
[8] 李国强、马人乐、王伟、陈振明、何敏娟、侯兆新、王彦博、陈以一. 钢结构高效螺栓连接关键技术研究进展[J]. 建筑钢结构进展, 2020, v.22;No.119(06):4-23+31.
[9] 黎兴文. 输变电钢结构螺栓应用常见问题分析[J]. 机电信息, 2019,47(24):123-125.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号




