青海发投碱业有限公司 青海 德令哈 817099
摘要:在纯碱制备中,不同型号的输送带的用于不同的场合,普通带式输送机的主要部件包括:传动装置,机架,拉紧装置,传动装置及运输带,输送机的的运用不仅减少了劳动力,且提高了运输效率。
关键词:输送机 应用 制作
正文:在纯碱制备的过程中,输送带起到了很大的作用,它的运输能力很大,功率小,构造简单并能实现高速的运输。
一、输送带的介绍
输送带绕经传动滚筒和机尾拉紧装置形成一个无极的环形带。输送带的上、下两部分都支承在托辊上。拉紧装置给输送带以正常运转所需要的拉紧力。工作时,传动滚筒通过它和输送带之间的摩擦力带动输送带运行。物料从装载点装到输送带上,形成连续运动的物流,在卸载点卸载。一般物料是装载到上带(承载段)的上面,在机头滚筒(在此,即是传动滚筒)卸载,利用专门的卸载装置也可在中间卸载。
输送带根据使用环境和要求的不同分为很多规格和型号,按使用环境的不同,分为普通输送带又包括(普通型、耐热型、难燃型、耐烧灼型、耐酸碱型、耐油型)、耐热输送带、耐寒输送带、耐酸碱输送带、耐油输送带、食品输送带等型号。其中普通输送带和食品输送带上覆盖胶最低厚度为3.0mm,下覆盖胶最低为1.5mm;耐热输送带、耐寒输送带、耐酸碱输送带、耐油输送带上覆盖胶最低厚度为4.5mm,下覆盖胶最低为2.0mm。根据使用环境的具体情况可按1.5mm来增加上下覆盖胶的厚度;按照输送带布层拉力强度分为普通输送带、强力输送带。强力型的帆布输送带分为尼龙输送带(NN输送带)和聚酯输送带(EP 输送带)。
二、输送带的应用
我们厂输送机的应用也很频繁,在石灰车间与盐水车间大多用于输送石头、煤炭、石灰、原盐等固体状物料,这种输送带要建议使用尼龙抗撕裂、耐磨(强力级NN200)的;重碱车间与煅烧车间的输送带是用来传送重碱的,它的选型要注意腐蚀性,所以选用的是耐酸碱、抗撕裂橡胶(强力级EP400)的;而包装车间用的输送带则是传输包装好的成品碱的,码垛机组使用的无缝输送带,在压平机、重量检测机、金属检测机、加速机、缓停机和转位机选用白色聚脂丝、耐油耐碱的输送带,倒带输送机、缝包输送机选用绿色PVC,聚酯纤维布和聚氯乙烯胶、耐油耐碱的输送带,斜送机等选用的是黑色丁晴橡胶,表面为斜体凸面人字形花纹(层数3层)耐油耐碱,使用温度-30℃至+80℃的输送带。
三、输送带接头制作和粘接流程
3.1输送带接头粘接工艺
接头型式
(二)制作工具
1.5P手锤、平口起子、老虎钳、钢板尺、卷尺、切割刀具、夹板等。
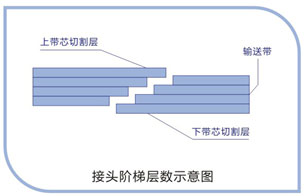
接头阶梯层数的确定
根据输送带带芯结构和接头的受力状态,接头阶梯层数为每一层带芯分一阶梯时,应力分布最均匀。在实际粘接中,通常阶梯数一般不超过6个,每阶梯带芯层数间隔不超过2层,每一个阶梯长度根据接头搭接总长和阶梯数等分确定,其阶梯长度一般取300mm。
(四)输送带接头的制作
1、划线
分别在输送带两个端头划─与中心线垂直的线,再从直线与输送带任意一边的交点向端头内以1/2带宽为长度划一点,连接该交点和直线与带边的另一交点,即是接头的斜角度。然后根据公式计算出搭接长度、确定阶梯数。
划线时应注意以下几点:
(1)划线时应从输送带的一边为基准,保证基准统一准确;
(2)在确定搭接头角度时,应保证角度统一,上、下端头斜角一致;
(3)画线时应使输送带保持平整,以利于保证划直、取点准、使制作的接头表面平整,角度和接缝吻合;
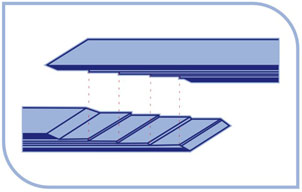
2、切豁和剥层
根据已确定的切割层数,按基准线准确切割。严格控制切割深度,不可割伤底层带芯,否则会降低接头强度,切割太浅会影响剥层。制作好的接头如图所示。
3、表面处理
常用的输送带主要是由多层化纤或棉织物、橡胶所组成,由于制作后的接头表面存在有水份、灰尘、油污和疏松层(如残留的橡胶等),粘接前应进行表面处理。表面处理常用的方法有:
(1)机械打毛:用手提式电动砂轮机装配钢丝轮进行打毛,除去表面附着的像胶。打毛应使带芯表面粗糙度均匀一致,切不可打伤带芯。
(2)清洗、去污:清洗应视表面污染物的性质和污染的程度而定,采用输送带专用清洗剂汽油或香蕉水进行清洗。
(3)干操:接头表面通过干燥,使表面层的水分,清洗剂挥发,同时又提高了表面温度,因此有利于胶液的涂刷、流平和渗透。常用的干燥工具有:碘钨灯、电热吹风等。
(五)输送带接头粘接工艺
1、胶液的配制
将输送带粘合剂与固化剂按规定比例混合搅拌均匀。配胶应在接头完全制做好以后进行,混合后的胶液应尽快用完(1一2小时内),不可长时间放置,否则会因交联使粘度增大影响使用,导致胶液失效。
2、涂胶
涂胶应分三次进行。每次涂胶应薄而均匀,使被粘物表面被胶液充分浸润、渗透。每涂一遍胶后应干燥至不粘手时,再涂下一遍胶。
3、胶膜干燥
涂刷后的胶液在一定的外界温度条件下干燥成膜:可采用红外线灯、碘钨灯或电热吹风等工具对每一次涂胶后的胶液进行加温干燥。通过加温干燥,可提高工作效率,确保粘接接接头在最短的固化时间内具有较高的粘接强度。
4、粘合
待最后一遍胶干燥至不粘手而有粘力感时即可粘合。粘合时,要对准皮带中心线,两粘合面一次对准,贴合好后用锤子从中间向四周敲打密实.
5、检查与修整
接头粘合后,现场通常可采用按压、敲击等方法检查粘接头内部是否存在气泡或未粘合的部分,用中心线对位的方法检查粘接头是否有偏斜、错位的现象,防止接头处在运行中跑偏现象的发生,检查胶接头是否有边部不齐,接缝处不平整以及未粘合的现象,及时进行修整。
6、固化
粘合后的接头应置于常温下固化到规定的时间,切不可放置在高温环境下固化,通常在40℃以下固化最佳。在条件许可的情况下,延长固化时间,粘接强度可进一步提高。
四、总结
输送带广泛应用于水泥、焦化、冶金、化工、钢铁等行业中输送距离较短、输送量较小的场合。输送带不仅能连续化、高效率、大倾角的运输,而且它操作安全,运用简单,设备维修容易,运费低廉,还能缩短运输距离,降低工程造价,节省人力物力。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



