中车青岛四方机车车辆股份有限公司, 山东青岛 266111
摘要:自动化焊接作业在工业应用中越来越广泛,但通常的自动焊接方式受工艺装备的精度、工件本身的尺寸公差、焊接过程变形等影响,多为一道焊缝一个程序段,每焊接一道焊缝都需要单独进行焊接位置的定位,这对于部分坡口宽度较大,需要多层多道堆焊填充的焊缝来说每道焊缝单独编程,独立增加焊接位置的定位程序,每道焊缝单独编程无异于增加了程序的复杂程度,不利于焊缝内在以及外观质量的统一。本文介绍了一种简易堆焊焊缝编程法,旨在简化编程过程,实现焊缝质量的统一性,提升自动化焊接效率。
关键字:自动焊 堆焊 编程
1、概述
有关资料统计,在焊接生产中,纯焊接时间仅占焊接结构生产总时间的25%~30%,而提高焊接结构生产效率的根本出路在于提高焊接过程的机械化和自动化水平。众多公司企业在部分部件的焊接结构生产中引入自动焊这一全新工艺。与人工焊相比,自动焊有着明显的优势,如:焊接效率高,焊缝外观统一,焊缝内部质量好等,但起初自动焊范围多局限于箱体梁体等单层长直焊缝的焊接,涉及的部件种类有限。随着制造产量的逐渐提升以及产品结构复杂程度越来越高,传统的人工焊的较低生产效率已经不能满足公司和企业的生产需求,迫切需要将自动化焊接的范围扩展到其他大部件的复杂焊缝的焊接上,尤其是在多层道复杂焊缝的堆焊应用上,这就给编程水平和自动化焊接效率带来不小的挑战。
2、现状分析
传统的编程方式是一条焊缝编制一个程序组,即:每条焊缝需要编制一个起始点以及结束点,另外为了适应批量生产的要求,还需要编制一个寻找块来给焊缝定位,修正焊接位置,程序结构如图1所示:
图1 完成的程序块结构图
当坡口宽度较大,需要堆焊填充时,传统的编程方式显得过于复杂,例如编制6条焊缝堆焊的程序时,需要进行6次寻踪定位,以每次定位时间30秒计算,共需耗费3分钟,以转向架横梁组成为例,整个工件共有28条堆焊焊缝,单单定位时间就要用84分钟,而一组横梁焊接时间也不过6个小时,仅定位时间就占到工作时间的1/5,焊接效率较为低下。
另外当一个部件中有多个相同的焊接结构时,每个部位都需单独编制程序,一个程序块不能重复利用,而且每次编程时,焊枪角度、焊缝位置不尽相同,焊缝质量受编程者主观因素影响较大,不利于质量提升。
综上所述,为了简化程序结构,提高编程以及焊接效率,需要开发一种新的编程方式。
3、堆焊样本编程
开发更加优化的编程方法的目的是在复杂焊缝的焊接中,尽量减少寻踪定位的时间,减少设备空间运行等焊接辅助时间,实现多层堆焊焊缝的不间断焊接,从而提升焊接效率。为此需要引入“焊缝样本”的概念。
3.1焊缝样本的概念
所谓“焊缝样本”是一个特殊的程序模块,是用来记录一个或一组特定焊接参数、焊枪角度以及运动参数的程序组。将多个不同焊缝样本程序组合构成一个程序库,当主程序需要使用到某个特定的焊接参数时,可以直接调用相应的焊缝样本程序组。与传统的编程方式不同,焊缝样本程序组可以重复利用,因此相同焊接结构的焊缝可以调用同一个焊缝样本进行焊接。好比根据不同标准直径的螺栓制作出相应规格的扳手(焊缝样本),使用者根据螺栓的规格选取相应的扳手,并且可以重复使用。
3.2堆焊样本的编制过程
多层堆焊焊缝样本编程与普通编程类似,也需要现场示教,区别在于焊缝样本编程仅需要编制第一层焊缝的起点与结束点,而后续多层堆焊的覆盖层仅需编制起始点位置,覆盖层焊缝轨迹将完全模拟根层的轨迹;此外,焊缝样本需要编制一个参考点,记录各焊缝的相对空间位置,以便主程序调用样板焊缝时确定堆焊方向。
3.3堆焊样本程序的调用
堆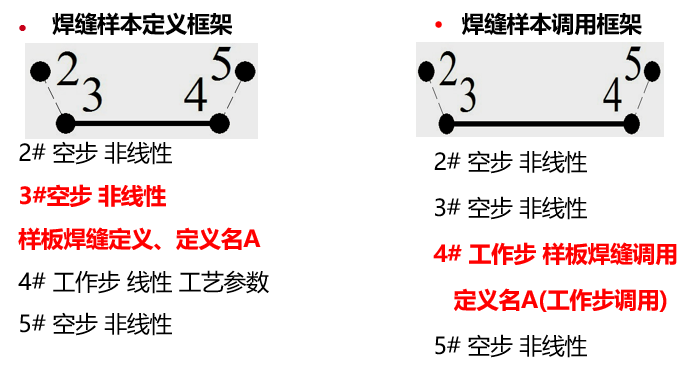 焊样本程序的调用极为简单,例如:编制一个连续堆焊6道焊缝的焊缝样本,命名为A,主程序根据焊缝实际位置编制一个起始点以及结束点即可,然后在起始点中给出调用堆焊样本的名称A,程序即可按照样板焊缝A的焊缝数量以及参数来执行。简单程序结构框架见图2
焊样本程序的调用极为简单,例如:编制一个连续堆焊6道焊缝的焊缝样本,命名为A,主程序根据焊缝实际位置编制一个起始点以及结束点即可,然后在起始点中给出调用堆焊样本的名称A,程序即可按照样板焊缝A的焊缝数量以及参数来执行。简单程序结构框架见图2
图2焊缝样本定义和调用程序框架结构
3.4 堆焊样本编程的优点
与传统编程方式相比,使用堆焊样本编程有明显的优势:
3.4.1 程序结构简化,执行时间明显降低,
以上述大坡口多层多道堆焊焊缝为例,使用堆焊样本后主程序仅保留一个起始点和结束点,定位时间仅需30秒,一组部件28个堆焊焊缝定位时间为14分钟,减少了87%的焊接辅助时间,大大提高了生产效率。
3.4.2 编程过程简化,一次编程可重复利用
一个堆焊样本可被反复调用,当同一个部件中有多个相同焊接结构时编程效率提升尤为明显。
3.4.3 焊缝质量统一,避免了相同焊缝之间的差异
由于相同的焊接结构调用同一个堆焊样本进行焊接,这样焊缝外观与内部质量统一,避免了因编程人员主观意识造成的焊缝差异,提升了焊接品质,实现了焊接结构的商品化。
4、堆焊样本编程方法的应用
堆焊样本编程目前广泛应用于各大型部件的平面堆焊等、坡口堆焊等自动化焊接上,尤其是像由大量堆焊焊缝连接成形的部件,堆焊样本编程方法可以得到广泛的推广。通过使用堆焊样本,不仅减少了焊缝定位的时间,提高了生产效率,而且也提高了整体焊接质量,减少了因焊接差异、焊接缺陷返修等带来的人力和物力的消耗。
结语:
堆焊样本编程方法可以简化多层堆焊复杂焊缝自动化焊接的编程过程,解决人工作业焊接量大、劳动强度大、焊缝的质量不稳定等难题,以自动焊代替复杂焊缝的手工焊,稳定焊接质量、提高焊接效率。
参考文献
[1] 焊接手册《焊接结构》,机械工业出版社,2001.8
[2] 焊接手册《焊接方法及设备》机械工业出版社,2001.8

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



