揭阳市天阳模具有限公司 广东揭阳 522000
摘要:随着汽车对安全、高速、舒适性的要求越来越高,对轮胎性能的要求也越来越高,汽车电火花加工由于其非接触加工,不受材料尺寸和车辙模具型腔是制造各种复杂轮胎模具的关键。剖析了传统轮胎胎圈与复合胎面模具的生产工艺,并阐述了二种传统的胎圈模具生产工艺,并对比了二类工艺的优缺点。从工件的结构与尺寸特点上指出,宜采用复合热加工与EDM工艺技术。试验结果显示,快速铣床和电火花工艺的组合不但提高了机床的加工质量,同时也较单次电火花工艺节约了百分之四十的工艺时间。
关键字:复合花纹轮胎 加工工艺 花纹块 优化
前言:子午线轮胎的模具设计和生产工艺直接决定着轮胎的质量和生产率。径向橡胶的形状主要由重力机构组成,弹簧孔的设计和生产主要集中在弹簧孔上,占模具总加工周期的70%左右。汽车工业的快速发展突出了对轮胎设计和生产的日益增长的要求。我们需要在工艺上进行创新,以缩短生产周期,提高质量。
目前,大多数研究主要集中在塑造圆形模型[2.4]。分块工作模式有两个主要过程:数控磨削和电火花加工。CNC三通道连接碰撞中心;五股联网中心;按顺序擦除三个共享棒的最后一项工作;电火花加工中心(行政管理)该技术在加工复杂的空腔薄片、强韧和易碎材料等方面都有着无法克服的优点,尤其是在中枢神经系统机器和EDM形式中,可以使较复杂的单车轮胎表面更容易设计和加工。把三个轴结合起来的步骤虽然简单而费时,但并不了解所有根部工艺,而且EDM的精确度也很高。但是,利用二个工序的结合,可以充分发挥二个工序的优势,通过合理优化工艺路线和调整工艺参数,就能够改善按照轮胎子午线形状制造的技术水平。
复合材料轮胎花纹块技术分析
复合材料轮胎的中心部分是一个狭长区域,两侧具有宽横截面形状。长期模式有助于稳定转向机构并避免侧面跌落。横向运动模型改善了轮胎行驶和制动的功能
复合材料轮胎的中心部分是一个狭长区域,两侧具有宽横截面形状。长期模式有助于稳定转向机构并避免侧面跌落。横向运动模型改善了轮胎行驶和制动的功能。图1显示了复合模式图的示意图。图2显示了柔性轮胎-径向复合模式的示意图。
分析表明,这种中直径轮胎模型的结构相对简单,由窄装甲带和宽装甲带组成。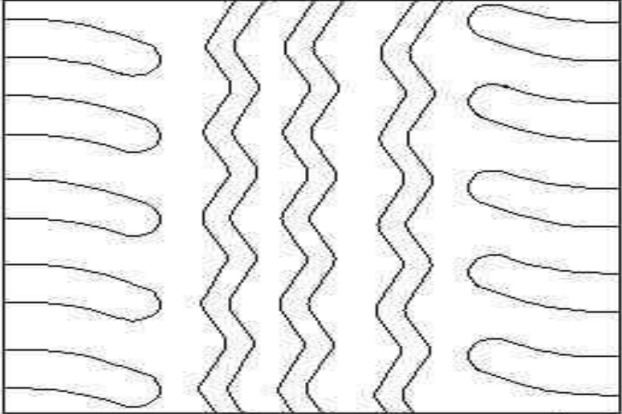
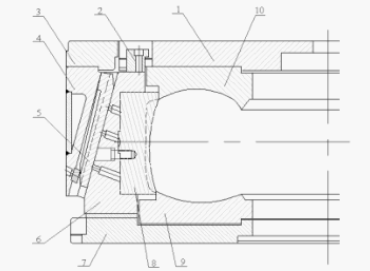
图1复合花纹 图2子午线复合花纹轮胎活络模具
传统花纹块复合花纹轮胎模具的加工工艺
2.1花纹块三轴数控加工工艺
2.1.1错误在于死亡的长度与垂直面成角度。当设备无法到达模型末端时,必须将其移除。为满足设计要求而采取的措施只能减少视图并将模型环划分为多个设计块模型,这在目前的生产过程中是不可取的。Y型精密机械,基本上无毛边区,但设备和运行成本都很高,导致模具成本大幅增加。从五个坐标出发,既经济有效,又降低了风险[5]
2.1.2以UG编程模型为例,描述了模组化数控工艺的流程。UG能够在不同的工艺要求下进行多种不同型式的工艺优化。在工艺编程中应充分考虑各种因素,优化不同工艺方式的配合。工艺程序可分成粗加工与精加工二个阶段。整机粗打开程度、清角选用腔室铣、ZL型面加工方式,整机粗打开程度工具可供选择D16RO.8型机头大刀,整机清角工具可供选择D八型平底刀割箱.在粗加工时,可相应加大磨削量,以提升工艺效果。在精加工选用等高线面积法,刀球、步距约为0.4mm。最后,必须去除根部,即必须以较小的直径去除前一工序的残留物。
2.2花纹块电火花加工工艺
本发明公开了一种轮胎模具的电火花加工方法,包括电极制备、毛坯加工、对准夹紧和放电加工四个步骤。在实际生产中,加工方法分为粗加工、半精加工和精加工三个阶段,加工参数通常是根据经验选择的,公式计算为:
其中:V为电火花腐蚀速率。K是效率系数,F是脉冲频率,T是脉冲利用率;你是一个产品经纪人。计算结果与实验值吻合较好。
2.3与传统的两种轮胎花纹块加工工艺相比,电火花加工有其优缺点。表1两种传统工艺的比较。
表1机械加工与电火花加工比较
工艺类型 | 优点 | 缺点 |
机械加工 | (1) 简单顺序:编程处理: (2) 高效: (3) 热变形小,尺寸精度高 高表面精度,无需以下抛光: | (1) 具有锐角的复杂机器: (2) 处理深脉和窄脉的困难: (3) 复杂图案处理效率低: 难加工高硬度材料: |
电火花加工 | (1) 合格锐角: (2) 合适的深槽和窄槽: (3) 复杂图案的处理: 材料粗糙度:高硬度: | (1) 一个复杂的过程:生产电极: (2) 低效: (3) 存在某种热变形: 土壤有一口井,然后需要抛光: |
从表一中可以看到,电火花工艺(EDM)技术能够综合分析决策流程,把二种流程组合起来,并合理分配整个流程的比例,以便完成高效、优质的图案块加工。
复合花纹轮胎模具花纹块加工工艺优化
3.1由于装甲的构造与规格不同,也可采用EDM技术。应用在三轴连杆机构上的数控铣削人员、工序与机械设备的不同,要求工艺技术人员在机械加工程序中需要休息,难以提高机械加工精确度。根据生产实践,对传统的单胎面、、优化了组合模式和分块模式技术。结果表明,快速铣削与电火花加工的结合不仅保证了机床的加工质量,而且比单次电火花加工节省了40%的加工时间。
3.2图案块的空白侧为35冲压钢,如图3所示,图表为空。使用复合图案块的工艺优化如下:
粗车削用量热加工(消除钢应力)、精车削(消除毛坯余量)、周向标记(V型槽基线、工艺孔吊装)高速铣削横向宽花纹,纵向窄花纹,粗磨,电火花加工(粗加工余量0.3mm,精加工余量0.03mm,更换电极修整器)加工连接孔,攻丝锯切(线切割标记)线切割、锯面磨削、插气洞套、打标、车削用量口、热加工校正。优化后的加工工艺大大减少了传统单模工艺所带来的问题,使用快速铣削技术即可获得更大尺寸、较窄规格的模具,也因此减轻了对传统电火花加工过程的支持。从而大大提高了效率,并确保了工艺精度。
图3花纹块毛坯图
参考文献
[1]胡海明,张浩,张自浩.轮胎活络模具花纹块电火花加工工艺的研究应用,模具技术,2010,0148—51.
曾旭钊,阎秋生.轮胎模具花纹加工新工艺的应用研究,机电工程技术,2010,39(7):122—125.
李景仲,赵萍.车轮模型的三维形状研究及其数控加工技术导报,2008,25:l15—116.
林海波,胡哲光,赵文辉,等.轮胎模具三轴数控加工方法研究小机电产品开发与创新,2007,20(4):173—175.
冯民堂,李志刚.多钢片子午线车轮模型的电火花加工工艺研究及小金属制造.2012.828—29.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



