广东省特种设备检测研究院顺德检测院 广东佛山 528000
摘要:在锅壳式燃天然气锅炉的内部检验中,发现烟管的高温烟气入口管端产生裂纹,导致烟管泄漏是这种炉型最常见的失效形式。本文结合锅炉运行工况对烟管管端产生裂纹的原因与风险进行分析,并提出一些防范管端产生裂纹的有效措施。
关键词:锅壳式锅炉;管端裂纹;防范措施
引 言
锅壳式管锅炉具有结构紧凑、制造简单、整体出厂等特点。锅壳式锅炉采用如拱形型管板、螺纹烟管、翼型烟道等多项新技术,具有热效率高、煤种适应性强,钢耗量低等优点,在全国得到了大范围推广应用。这种结构的蒸汽锅炉运行比较安全稳定,但由于制造工艺、运行管理等方面的原因,部分在用锅炉出现管板裂纹、烟管管端裂纹漏水等问题。
一、案例分析
1.1事故隐患情况
某公司1台型号为:WNS4-1.25-Y.Q的蒸汽锅炉,在进行首次内部检验过程,发现该锅炉回燃室烟管烟气入口端有约10根烟管在其管端部位存在不同程度的轴向裂纹,严重处已经出现漏水现象。该锅炉于2014年由湖南长沙某锅炉厂生产,2016年5月份正式投用。于2017年5月份进行定期检验,该锅炉使用时间不到1年就发现有管端裂纹,比较少见。
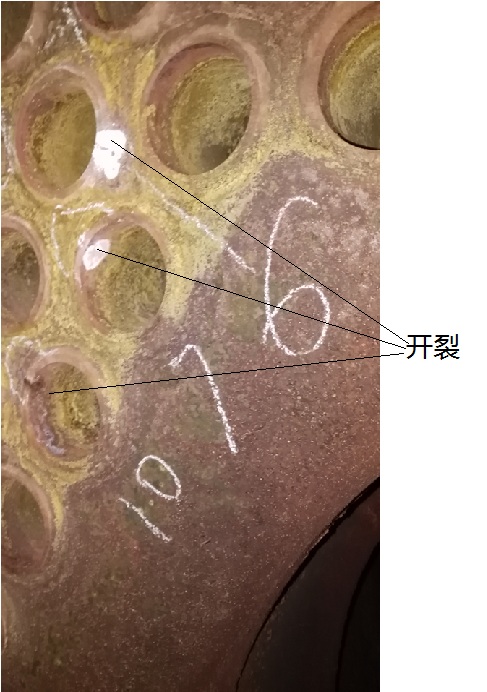
图1为现场检出裂纹缺陷时的情况
1.2问题原因与风险分析
(1)生产制造环节
内检过程发现该锅炉管板焊接的烟管未采用先胀后焊接的工艺,烟管与管孔间的间隙未消除。导致锅炉使用后锅炉水侵入间隙浓缩蒸发造成应力腐蚀导致裂纹。焊接管板的烟管头伸出过长,不符合《锅壳锅炉》GBT16508-2013以及《锅壳锅炉本体制造技术条件》JB/T1619
-2002等相关标准要求。导致锅炉在使用过程管板管端所受到的热量无法及时传递到锅水,部分烟管头部长期超温,产生裂纹并通过角焊缝延伸至管板。管板角焊缝焊接成型不规则,易造成焊缝处应力集中,在交变热应力的作用下极易产生焊缝开裂和管端裂纹。
“入口效应”的影响使管板上管孔处的热负荷最大
从锅炉结构上分析,锅壳式锅炉由于采用翼形烟道流出的高温烟气进入前烟箱,使前管板成为高温区。该处的烟气虽然经过炉膛水冷壁管及翼型烟道中的对流管束,但烟温仍然在750~900℃之间。由于“入口效应”的影响,管孔周围的管板和烟管端部接受的热量是辐射和对流两部分热量的叠加。可见,管孔处管板的实际热负荷是整个管板热负荷最大之处。检验中发现,前管板和烟管前部较多的残存水垢正好在烟管和管板的交界周围,也证明了管孔壁处的蒸发强度最大、热负荷最高。
(3)运行工况的波动性促进了裂纹的发生和发展
根据锅炉现场运行记录和运行管理情况的调查,发现该锅炉的运行工况极不稳定,锅炉间断性运行、启停频繁,不仅造成温度变化波动大,锅内压力波动也较大。频率地加载或卸载,会使受力最大的晶粒由产生塑性变行而逐渐发展成微细的裂纹。疲劳破坏是先在局部应力较高的地方产生微细的裂纹,然后逐步扩展,到最后所剩下的截面积的应力达到材料的断裂强度而发生破坏。由于温度变化产生的温度交变应力和压力频繁变化产生的交变压力,导致应力集中的烟管和管板的连接焊缝处产生的裂纹不断扩展,在较小的循环次数下,就可能造成管板的疲劳破坏,并最终导致开裂漏水的发生。
二、处理措施
2.1取出烟管
将锅炉内水排出,并采用压缩空气吹扫等方式清除锅炉内水渍。采用电动钢丝刷清理裂纹孔桥两端的两根管子角焊缝、裂纹孔桥及其周边20mm范围,清除烟垢、铁锈、氧化皮等杂物,并露出金属光泽。采用电动磨头打磨此两根管子与回燃室前管板的角焊缝,将角焊缝打磨至完全去除,使管子与管板分离,打磨过程不要伤及管子及管板母材。找出此两根管子与前管板的角焊缝,采用电动磨头打此两根管子与前管板的角焊缝,将角焊缝打磨至完全去除,使管子与管板分离,注意打磨过程不要伤及管子及管板母材。采用铁锤从回燃室前管板轻微敲击此两根管子,将管子向外敲出,从前管板处将两根管子取出。整个过程注意不要伤及烟管及管板。
2.2清除裂纹缺陷
采用渗透检测确定裂纹具体位置,并做出标记。采用角向磨光机沿孔桥裂纹方向打磨,打磨过程目视检查裂纹不可见后,采用渗透检测确定裂纹位置继续打磨,直至将裂纹位置管板母材打磨穿透,将裂纹完全去除。
2.3管板孔桥焊接修复
采用电动钢丝刷清理孔桥补焊坡口及其两侧10~15mm范围,清除铁锈、氧化皮等杂物,并露出金属光泽。焊接修复,采用手工钨极氩弧焊打底、焊条电弧焊填充盖面,手工钨极氩弧焊采用焊材型号为ER50-6(φ2.5),焊接电流为90~140A,焊接电压为10~14V;焊条电弧焊(填充)采用焊材型号为E4303(φ3.2),焊接电流为90~130A,焊接电压为20~26V,焊条电弧焊(盖面)采用焊材型号为E4303(φ4.0),焊接电流为140~180A,焊接电压为22~28V。焊接采用多层多道焊接,道间温度不大于300℃,每道焊缝焊接完成后清除药皮,检查清除缺陷后再焊接下一道。目视检查焊缝及其周边表面无裂纹及夹渣、弧坑和气孔,焊缝表面不低于母材表面,管孔边缘不存在夹渣缺陷。
2.4烟管装焊
采用电动磨头打磨管孔内壁,清除烟垢、铁锈、氧化皮等杂物,并露出金属光泽,便于管子安装;采用角向磨光机打磨管子两端100mm范围,清除铁锈、氧化皮等杂物,并露出金属光泽。将两根管子从前管板插入管孔,管子两端伸出管板长度符合图纸要求;焊前采用贴胀方式消除管子与管孔间隙,用内径控制法控制胀管率小于1%。
(1)管子与回燃室前管板角焊缝焊接
焊前预热,采用氧乙炔火焰加热的方式进行预热,加热范围为管板角焊缝位置及其周边100mm范围,预热温度100℃~150℃,在距离焊缝50mm处采用测温笔或红外测温仪测温。预热到温后,采用焊条电弧焊焊接角焊缝,焊材型号为E4303,规格为φ3.2mm,焊接电流为90~130A,焊接电压为20~26V。焊接时注意焊脚高符合图纸要求。采用角向磨光机或电动磨头清除焊接飞溅、焊瘤等杂物。对角焊缝进行100%渗透检测,按NB/T47013.5《承压设备无损检测 第5部分:渗透检测》Ⅰ级合格。焊后热处理,加热范围应包含返修焊缝以及其周边100mm范围,采用履带片式电加热器将加热范围覆盖,采用保温棉覆盖加热范围及其周边150mm,在修复焊缝边缘布置一个热电偶测温、控温。
(2)管子与前管板角焊缝焊接
焊前预热,采用氧乙炔火焰加热的方式进行预热,加热范围为管板角焊缝位置及其周边100mm范围,预热温度100℃~150℃,在距离焊缝50mm处采用测温笔或红外测温仪测温。预热到温后,采用焊条电弧焊焊接角焊缝,焊材型号为E4303,规格为φ3.2mm,焊接电流为90~130 A,焊接电压为20~26 V。焊接时注意焊脚高符合图纸要求。后热处理。后热处理在焊接完成后立即进行,加热范围应包含返修焊缝以及其周边100mm范围,采用氧乙炔火焰加热,用火焰加热和保温棉覆盖交替进行的方式控制加热温度,采用测温笔或红外测温仪在焊缝边缘测温。采用角向磨光机或电动磨头清除焊接飞溅、焊瘤等杂物。对角焊缝进行100%渗透探伤,按NB/T47013.5《承压设备无损检测 第5部分:渗透检测》Ⅰ级合格。
水压试验
按GB/T16508.4,第5.6条,以及图纸要求,重新进行水压试验。水压应缓慢地升降,当水压上升到1.0MPa时,暂停升压,检查锅炉本体和焊缝处是否漏水。无异常现象后,继续升压至1.4MPa,保压20min,然后降到1.0MPa进行检查。整个水压试验过程应无渗漏、无可见变形和异常响动。
三、预防管端裂纹产生的有效措施
通过以上对烟管管端裂纹产生原因的分析,可以采取以下有效措施预防管端裂纹的产生。
3.1烟管与管板装配连接工艺的改进
在制造或修理时,焊接前有预胀要求时,应在工艺规范中明确规定,预胀的胀管率不小于1%,保证烟管与管孔壁完全贴合。无论是制造厂生产,还是现场修理,烟管与管板焊接时,都应该严格执行已制定的工艺规范,焊接前一定要预先烘干焊条,焊接时保证周边环境温度符合规范要求。为减小“入口效应”的影响,可将烟管高温端入口适度扩大,再衬入耐热套管,为了减小管板所受的辐射热负荷,降低高温烟区管板和管孔角焊缝的壁温,还可以在回燃室管板外壁敷上适当厚度的隔热层。
3.2加强锅炉管板及管端的检查和预防
从锅炉内侧检查烟管与管孔的间隙,水垢的分布以及后管板水垢的粘附情况。检查管板角焊缝焊接质量,测量烟管端伸出长度,检查烟管胀接情况。检查管端与管板的硬度值,必要时对缺陷部位进行金相检查分析。查明材料脱碳情况,以及材料的劣化程度。
3.3加强对该类型锅炉的检查及异常处理
对烟管端头伸出过长或者在角焊缝上已产生轻微裂纹的要及时处理,防止其裂纹延伸至管板。对烟管未进行贴胀的及时补胀,消除存在的间隙。在高温侧可考虑加装防磨套预防烟管头部裂纹的产生。严禁锅炉超负荷运行。不得随意改变锅炉的燃料品种。防止锅炉缺水,确保受热面得到可靠冷却。防止锅炉急冷急热,防止随意打开后检查门,以防冷空气进入,使后管板部位出现急冷急热的情况。
四、结束语
综上所述,裂纹是锅炉运行中严重影响使用安全的问题,其形成有内在原因也有外在条件,如果产生了裂纹会严重影响设备安全运行。为提高锅炉运行安全,必须开展严谨的检验与检修维护工作,合理应用现有检测技术进行检验,用最小的成本发现裂纹,同时使用单位要采取有效措施进行预防和控制,保证锅炉的安全、平稳运行。
参考文献
过热蒸汽管道失效原因分析[J]. 龚凌诸. 质量技术监督研究. 2009(06)
基于场协同理论的过热蒸汽换热过程判定方法研究[J].徐文忠,郭鑫.建筑节能.2019(09)
燃气锅炉烟管管端和管板裂纹分析及防止[J].王明强,吴金星,王超,刘艳会.中国特种设备安全.2016(03)
关于锅壳式燃油气过热蒸汽锅炉的设计探讨[J].郭曙光,王健,楚堂明,陈文杰,孙其宽.工业锅炉.2006(05)

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



