(中国核电工程有限公司 欧洲子公司 法国 )
摘 要:根据对ITER项目部已完成的CWP003+008包施工过程的分析,在实际进展与进度计划对比的基础上,寻找进度优化及风险预判的可能性,用于指导后续CWP包的准备以及现场实施,以达到对CWP包计划优化及风险管控。
关键词: 施工 计划 管控 CWP
由工程公司牵头,核工业西南物理研究院、中国核工业二三建设有限公司参与,携手中科院等离子体物理研究所、法国法马通公司等单位组成国际联合体,中标ITER(International Thermal-nuclear Experimental Reactor)国际热核实验堆项目TAC1安装标段。TAC1是ITER最核心的设备安装工程,主要工作内容是安装杜瓦结构和真空容器之间所有的系统。
法国时间2021年1月14日,国际热核聚变实验堆(ITER)托卡马克装置第三个重大部件——杜瓦下部冷屏吊装工作圆满完成,杜瓦下部冷屏吊装是ITER计划重大工程安装启动仪式后的重大部件安装。此次吊装精度和形变控制要求高,杜瓦下部冷屏直径约20米,高约5米,重量约50吨,由18块表面镀银并含有迷宫馈线的面板组成,其作用是为超导磁体提供热保护,使其免受真空容器和低温恒温器等发热部件的影响,是继杜瓦下部筒体成功吊装后又一重大节点。
在杜瓦下部冷屏吊装的准备工作中,因环形结构在吊装过程中容易产生变形,并且镀银表面容易在吊装过程中损伤,因此对吊装的载荷平衡以及吊装精度要求极高,联合体技术团队与业主IO反复进行计算确认,对吊具的尺寸、现场吊装路径以及用于就位调整的工具进行反复模拟,在理论上确保了吊装安装工作的安全,在正式吊装前多次组织吊装方案推演并进行吊装试验,确保调整工具和支撑工具状态安全可用,在实际吊装和就位过程中,严密组织检查,全方位覆盖风险位置,确保吊装工作安全顺利进行[1]。
1.综述
ITER项目的CWP003工作包,主要工作为LCTS(杜瓦底座冷屏)组装,包括Panel的组装、TSM管的组装、TSM管向Panel上的安装;CWP008工作包,主要工作为LCTS(杜瓦底座冷屏)吊装,包括吊装准备、吊装就位。
ITER项目CWP003+008现场工作于2020年9月3日开工,计划里程碑LCST吊装条件具备为2020年11月30日,实际完成时间为2021年1月14日。
1.总体进展及分析
1.1关键路径
回顾CWP003+008的整个施工过程,计划主要包括了CWP003 Panel组装和CWP008吊装准备两条平行进行的路径,其中主关键路径为CWP008 LCTS吊装准备工作;次关键路径为CWP003 LCTS组装,包括TSM管道安装及相关试验完成。
对比原来制定的12月9日实现LCTS吊装的赶工计划,实际完成时间为21年1月14日,有36天的滞后。
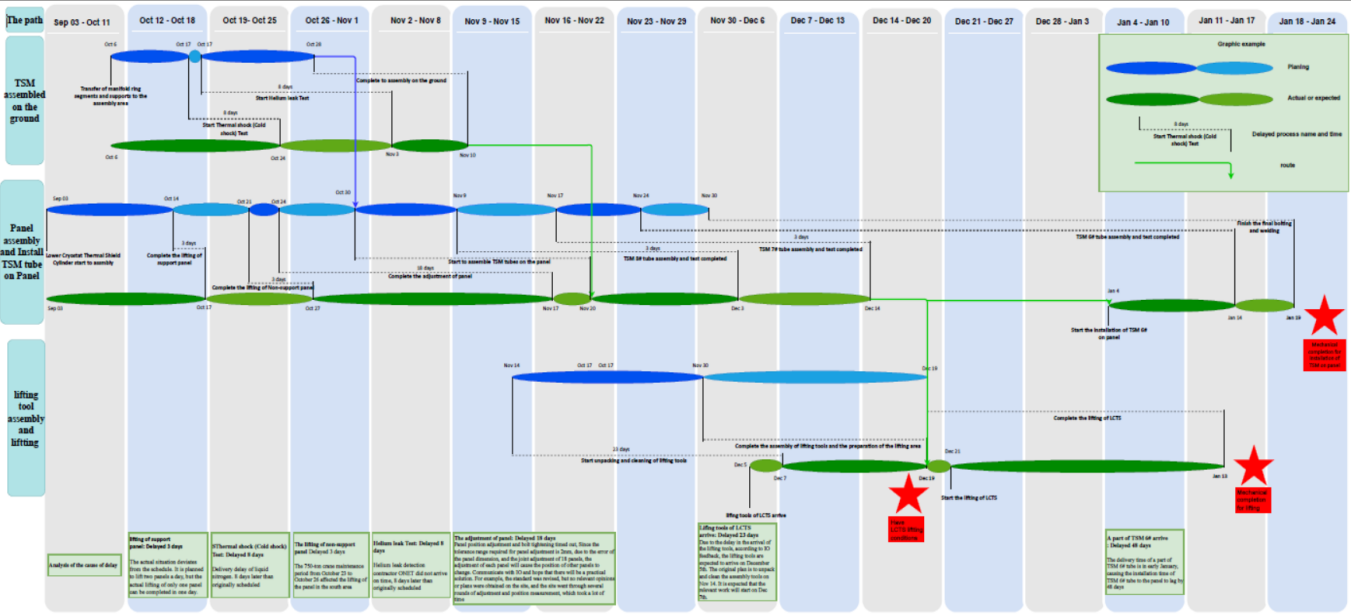 图1 TAC-1 LCTS吊装的赶工计划
图1 TAC-1 LCTS吊装的赶工计划
1.2.1对于主关键路径LCTS吊装准备完成
计划于11月14日,CWP008开工进行吊装工具的拆包清洁,因为LCTS吊装工具到货滞后,于12月5日到货。这项工作延迟22天。吊具组装相关工作于12月7日开始,吊装准备于12月19日完成。
1.2.2 另一个平行路径是在面板上安装TSM管道
计划11月17日完成,滞后27天,实际完成时间是12月14日;其中2天滞后是因为每天只吊装一个非支撑的面板,持续4天;3天滞后是因为750吨起重机维护;3滞后天是因为IO迟迟未确定是在panel吊装之前还是之后安装TSM管,在panel上安装TSM管的开始时间都比计划晚了3天;另外15天的滞后是由于panel调整以及螺栓紧固超期。
1.3 主要节点计划完成情况及工期对比
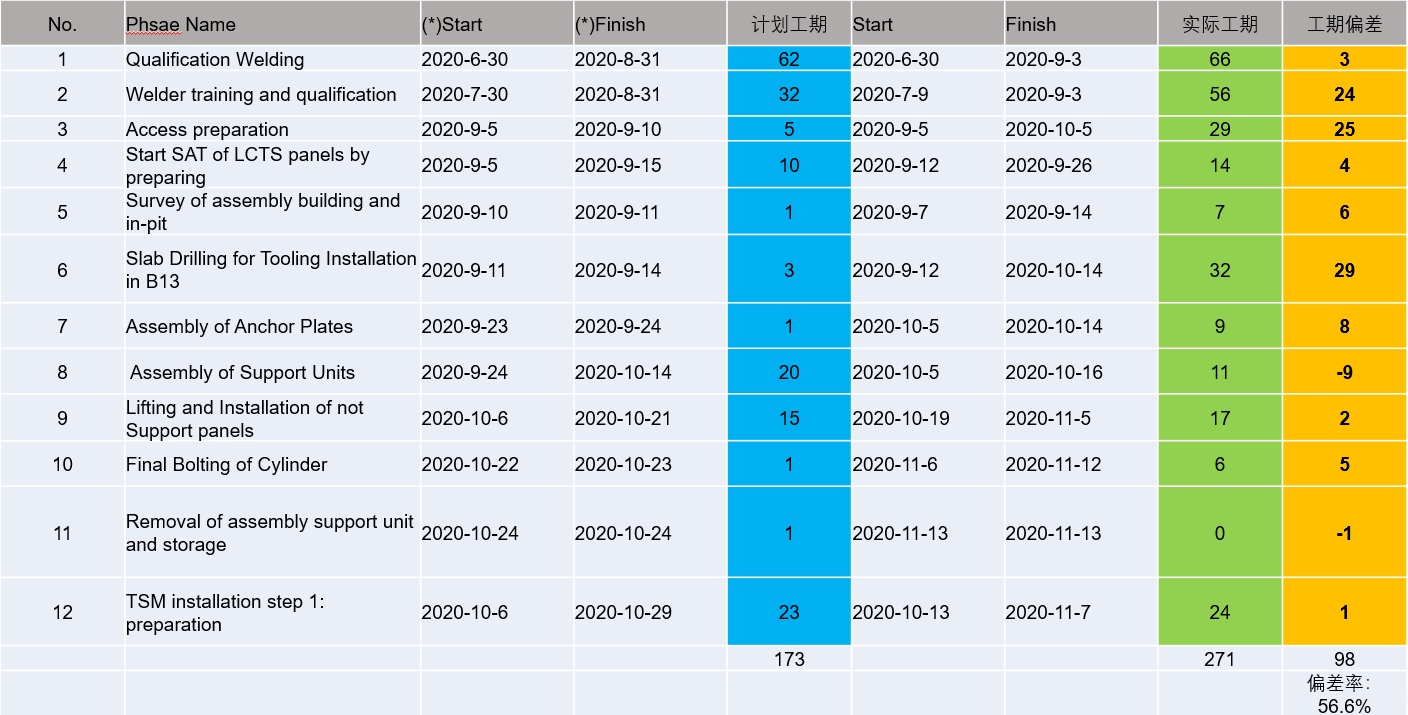
图2 TAC-1 LCTS吊装主要节点计划完成情况及工期对比
1.4 典型步骤偏差分析
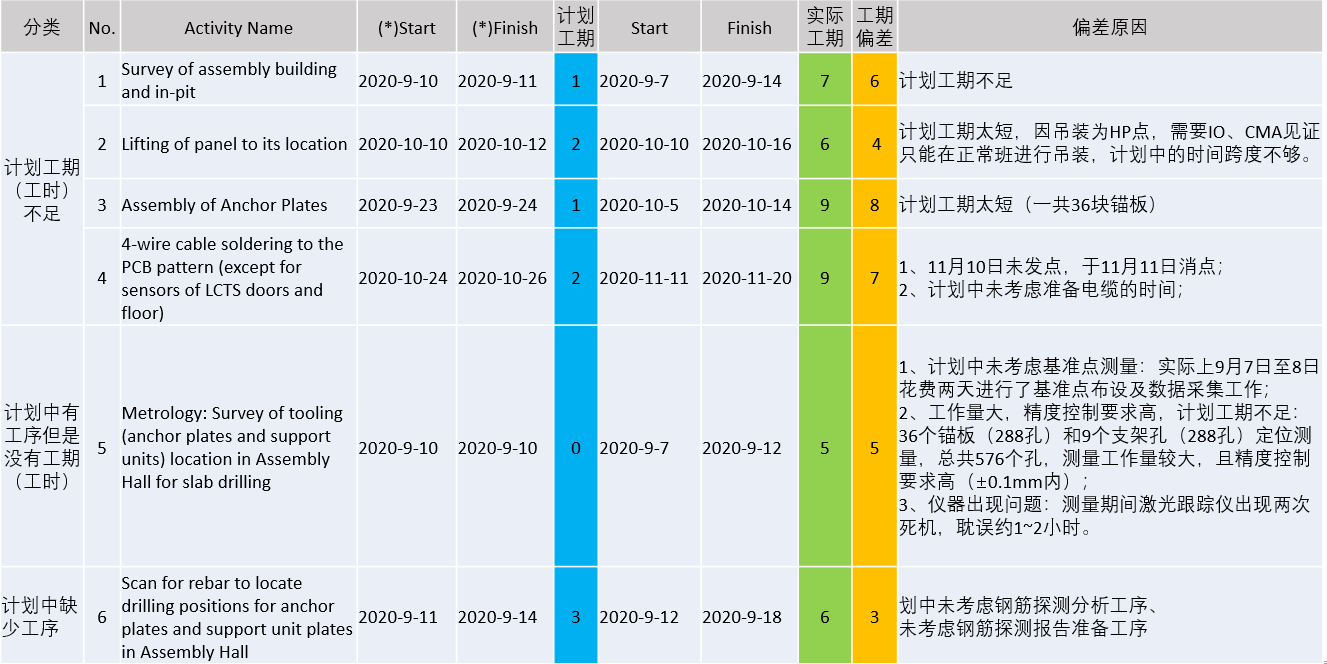 图3 TAC-1 LCTS吊装典型步骤偏差分析
图3 TAC-1 LCTS吊装典型步骤偏差分析
2.制约项及资源投入情况
2.1 制约项影响清单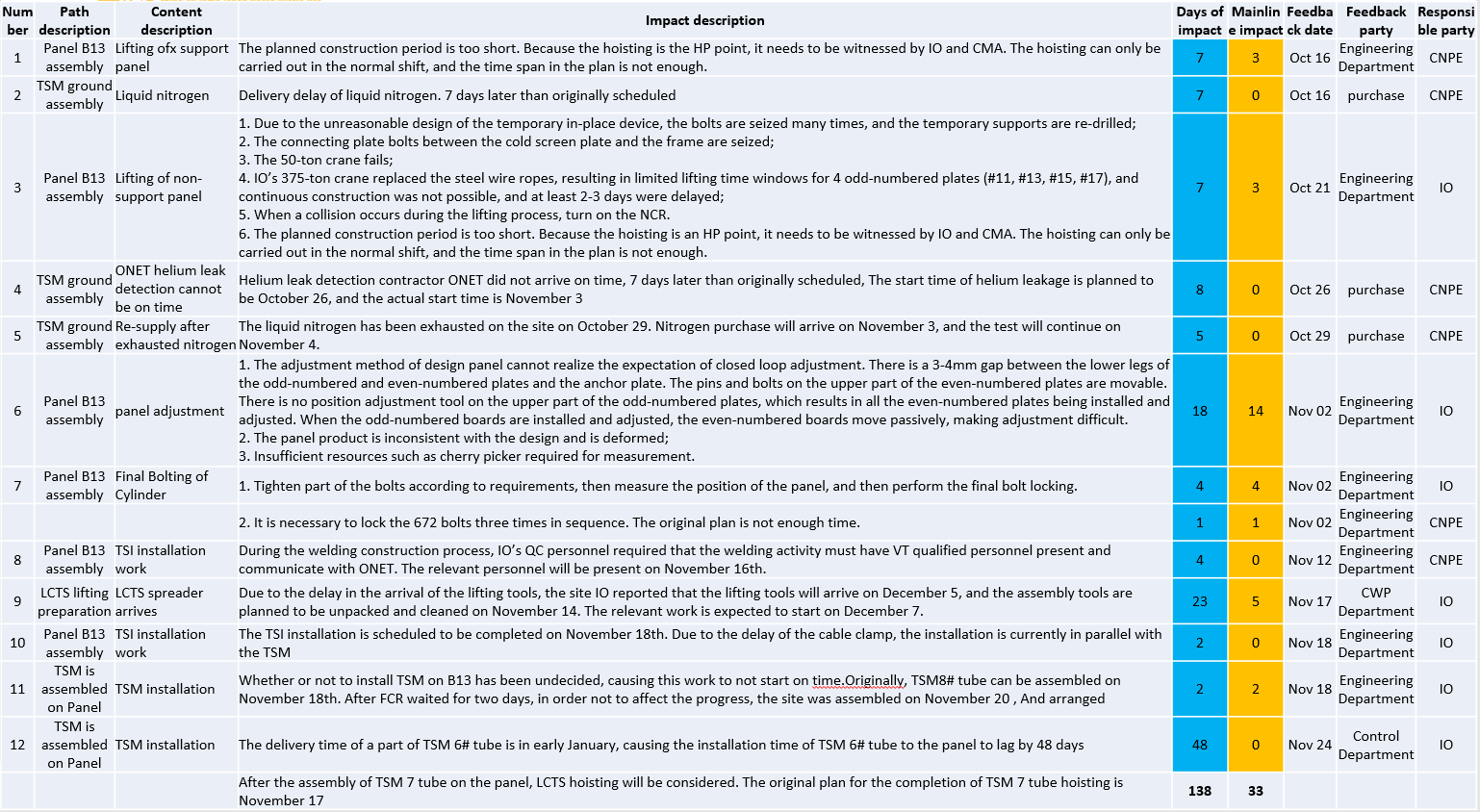 图4 TAC-1 LCTS吊装制约项影响清单
图4 TAC-1 LCTS吊装制约项影响清单
2.2 人力资源投入清单
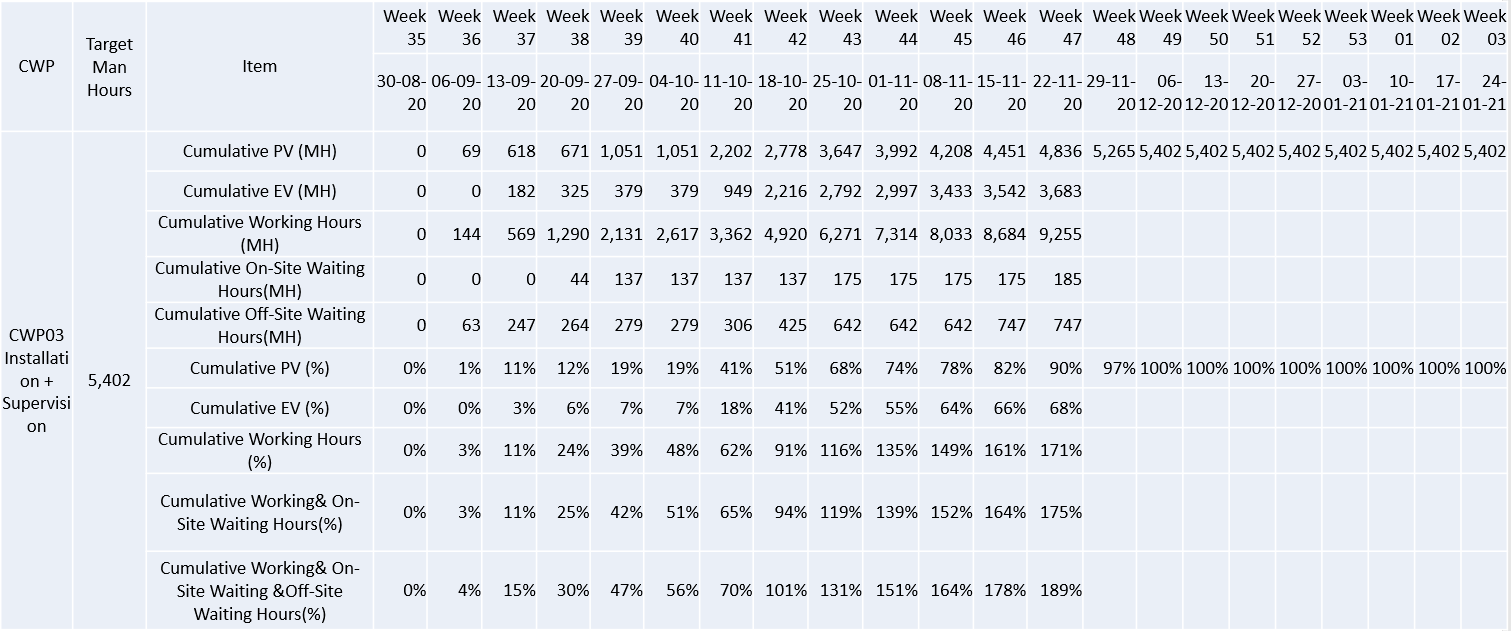 图5 TAC-1 LCTS吊装人力资源投入清单
图5 TAC-1 LCTS吊装人力资源投入清单
 图5 TAC-1 LCTS吊装人力资源投入曲线
图5 TAC-1 LCTS吊装人力资源投入曲线
为确保进度,CNPE联合体制定了赶工计划。并且为了实现此计划,投入了更多的人力资源。实际的人力资源投入是计划资源的三倍[2][3]。
3.3 计划实施过程中的制约项措施及经验说明
3.3.1 750t起重机的维护对面板的安装造成影响
措施:跟踪和协调与750T吊车维修有干涉的三块非支撑面板的起吊窗口;
经验:对于CWP包工作范围涉及到的场地、吊车、大型工具设备、电源,需要提前划定范围及边界,要关注IO发出的相关范围的停用或者变更通知,对于有可能造成的影响要提前评估,对于已造成影响要的要及时制定纠偏措施并消除影响。
3.3.2液氮的到货延迟
措施:采购协调厂家加快进度,完成到货;
经验:对于重要到货物项,需要有物项清单,并对物项的生产、发运、到货全流程设置多个关键点进行把控,安排专人跟踪。
3.3.3螺柱焊机的风险。只有一台螺柱焊机,若发生故障,关键路径将受到很大影响
措施:加快进行修理,并加快校准;
经验:对于现场常用的设备,根据后续现场的需求,要设置备用,避免因设备故障问题造成现场工作停滞;
3.3.4采购小焊接手柄。TSM支撑螺栓的点焊空间太小,必须购买小型焊枪,否则影响施工计划
措施:紧急采购;
经验:对于现场常用设备,根据后续现场需求酌情配备,避免因设备问题造成现场工作停滞;
3.3.5氦气泄漏检测程序未及时批复
措施:协调IO加快程序审批;
经验:对于制约现场工作的程序文件,应提前识别出,并作为文件管控的重点,重点跟踪、提前预警。
3.3.6长期保护所需的材料未及时到达(双层铝塑袋,硅胶,湿度传感器)
措施:CWP负责人发FCR采用临时保护方案;
经验:对于重要到货物项,需要提前识别,并对物项的生产、发运、到货全流程设置多个关键点进行把控,安排专人跟踪。
3.3.7 TSM 6#管两个管段质量缺陷
措施:与IO进行沟通以明确措施,要求IO根据制定的措施快速发出NCR和FCR;
经验:对于甲供物项,一定要做好拆包检查工作,确定没有问题再开始使用,若发现质量缺陷一定要先联系IO进行确认并记录,评估影响后再进行下一步工作的开展。
3.3.8 Panel就位调整,过程中由于板和板直接连接紧密,调整一块板的位置时,后面相连的panel都会跟着动,造成原来已调好的板位置又不对了
措施:组织对测量方案进行讨论和优化,对所有面板进行尺寸测量,并对测量数据进行计算,根据计算结果统一考虑所有panel的调整;
经验:CNPE C花了更多的时间来调整面板,但无法调到公差2mm以内,过程中,要求IO对标准进行调整,IO拿回了数据但一直未反馈我们吊装的panel是否符合要求,在进行多次位置的计算、调整后,完成了螺栓紧固,因此对于有一些标准过高,或者因为部件本身尺寸原因无法满足标准的时候,要及时与IO沟通,制定缓解方案,避免自顾自的工作。
3.3.9热冲击试验液氮使用量过高,试验持续时间长
措施:对于热冲击测试,CNPE C将FCR发送到IO,希望将温度从150K升高到170K,可以大大减少液氮的使用量,同时大大缩短了热冲击测试的时间,IO完成了FCR批准,试验得以开展;
经验:对于可以优化试验过程的建议,要多于IO沟通,进行试验的优化可以节省时间和成本,在不影响施工质量的前提下,与IO达成一致的可能性较高。
3.3.10 11月30日吊装延误
在11月中旬的时候,根据进度,CWP003的预计完成时间要到12月14日,LCST吊装将相应进行,这与11月30日完成吊装的目标要求不符。这种情况下,CNPE C 提请IO考虑是否可以安排在Panel吊入PIT后,再进行TSM 7/6#管的安装,这样在11月30日完成目标具有一定的可能性;同时,方案的调整需要给吊车的准备留出一定的协调时间。
措施:CNPE C对LCTS在11月30日吊装进行了初步可行性分析,包括需要增加人力资源,PIT必须再次进行准备工作,PIT中使用起重机以及工作空间有限。因此,需要IO对此进行必要的分析,以确定是否要这样安排,并尽快进行确定,以便可以在11月30日之前由足够的准备时间,以实现目标;
经验:对于现场施工需要按照我们既定的方案和计划开展工作,如果为了实现某一目标要改变方案和计划,如果条件允许,尽量让IO发变更,这样,方案与计划改变造成的更多的资源投入和时间投入我方更有利于索赔。
3.3.11电缆重新布置的风险影响计划
措施:由于线夹和电缆不匹配,因此无法按照既定计划实施。与IO讨论之后,决定重新布置电缆,并发FCR进行确认;
经验:对于甲供的物项不满足现场需求,需要变更施工方案的,要及时与IO讨论确定方案,并发FCR,对于甲供的物项除了关注到货时间为,还需要关注具体物项的情况,如果有条件提前获取的话,提前进行物项检查,以免等用的时候才发现问题,避免现场工作出现停滞[1]。
3.3.12关于CWP008的程序变更的批准
由于采用了FCR,因此需要重新批准之前批准的6个程序,这6个过程包括:
TA1-UAS-P27-00004-A3下冷冻恒温器隔热箱的安装程序;
TA1-UAS-P27-00005-A4计量学安装下部低温恒温器热屏蔽筒的程序;
TA1-UMH-P27-00002-A1安装下部低温恒温器热屏蔽筒的吊装程序;
TA1-UWL-P27-00002-A2用于CWP08的TA1项目焊接手册,用于安装下部低温恒温器热屏蔽;
TA1-PTI-P27-00008-A3 ITP,用于安装下部低温恒温器热屏蔽筒的预组装件;
用于LCTS吊装试验的TA1-PTI-P27-00025-A1 ITP(CWP008)。
措施:由于这些程序是CWP008开工的前提,因此要求IO尽快完成程序的批准。同时,我们需要评估整个批准程序对LCTS举升时间的影响;
经验:对于由于IO原因导致文件重新升版的,要进行取证并提交合同进行相关的索赔[4]。
3.3.13 LCTS吊装设备到货的风险
LCTS举升工具于12月5日到货,拆箱和清洁12月7日进行。吊装准备12月19日完成。
措施:吊装工具是面板吊装的关键因素,过程中要求IO跟踪LCTS吊装工具到货进展,要求IO到货时间有变化,及时反馈,以便现场及时调整准备工作;
经验:对于因为加工物项到货导致的工期延误,要进行取证并提交合同进行相关的索赔。
4、计划优化
4.1 优化措施
1)根据与现场Leader的讨论确定,将计划中原本在Panel全部吊装完成,TSM地面组装全部完成后进行的Panel上18个支座组装工作放在Panel的最终仪表安装阶段进行,与TSM地面组装平行施工,实现2天工期的优化;
2)未完成的TSI安装安排与TSM在panel上的安装平行进行,在TSM吊装、焊接的间歇进行施工,避免了现场施工的进一步滞后;
3)根据TSM 6#的一根管从韩国发货滞后的情况,结合吊装工具滞后的影响,安排TSM 6#管在panel上的安装转移至PIT内进行,此调整使得TSM在panel上的安装成为非主线,同时最终的完成时间在1月6日,比CWP008的最终完成时间1月13日要早,没有影响绝对主线;
4)针对吊装工具到货滞后,提前进行校准单元、区域准备等相关工作,待到吊装工具到货后进行相关拆包清洁,并对后续的吊装准备的工序进行了优化,此调整实现3天工期的优化[3]。
4.2 后续CWP包优化建议
1)在计划实施过程中,要关注现场条件的变化,及时分析对计划造成的影响,有影响就要考虑纠偏措施,并对纠偏措施进行技术分析,并最终落实在计划更新中,指导现场进一步工作;
2)对于TAC-1关键路径上的工作建议都可以以进度偏差分析的方式进行进度控制,避免计划失控的风险[5]。
5、小结
CWP003+008包工作高峰期处在法国的圣诞节期间,在CNPE联合体的努力下制定各种措施缓解制约项造成的影响,使延误缩短至41天,制定赶工计划的使工期优化5天,最终总的延误为36天。
总体来看,设置专项小组、制定赶工计划、增加人力投入对CWP003+008的工作开展起到了积极的促进作用,使进度整体可控。
参考文献
周斌.发达国家项目管理专业机构开展成果转化工作情况及对我国的启示[J].创新创业理论研究与实践.2018,1(3),16-20
4

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



