中车长春轨道客车股份有限公司 吉林长春 130000
摘要 本文通过分析高速动车组焊接易变形件底架的主要特点,转变数控编程思路,制定合理的数控加工工艺,达到加工高精度焊接零部件的目的。
关键词 高速动车 底架 宏程序 分层加工
1前言
380km/h高速动车组是公司的重要生产经营项目,是我国公共交通事业发展的重要组成部分。在380km/h高速动车组中有一些关键大部件,例如焊接大部件底架组成,需要有高质量的加工水平以达到设计要求。而这种焊接大部件面临着因焊接变形难以加工的问题。基于以上现状,我们提出运用数控机床加工编程来解决难以加工的现实问题。
2底架组成变形分析
底架组成是很多铝合金组件焊接而成,尽管有焊接工装的保证,但是由于焊接应力产生的焊接变形还是无法去除。变形种类主要有:地板面板与其他零件焊接变形直接影响平面的精加工;端头原焊缝不一致,直接影响到端头焊接坡口的加工质量,这也势必影响到后续与车体、侧墙的焊接质量。

图1底架组成三维模型
综上所述,380km/h动车组焊接大部件底架组成的加工难点为:数控编程复杂繁琐、使用刀具比较多及焊接变形比较大导致加工零点无法选取。
3宏程序的设计
宏程序就是用变量的方式进行数控编程的方法。它的优点:1,可以编写一些非圆曲线。2,编写一些大批相似零件,只需要改动几个数据就可以实现,没有必要进行大量重复编程。
为了宏程序能够有针对性通过参数化设置,我们对一批次的底架组成部件进行了数据分析,有了数据作为基础,我们进行如下编程。
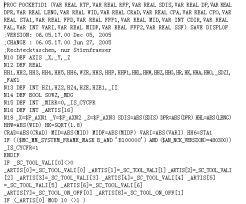

图2圆平面铣削宏程序1 图3方平面铣削宏程序2
宏程序的编制使得数控切削更加均匀,避免了由于焊接变形导致的加工不均匀(有的地方“啃”刀,有的地方没有加工到)
2.4效果检验

图4 525×740平面实际加工图
图4显示,宏程序的应用既保证了外框尺寸525×740,又保证了深度尺寸0~3mm,在后续组装中完全满足了车钩梁与牵引梁部分组装的技术指标,达到380km/h高速车的高质量要求。
结论
经过公司技术团队及操作者2个月的共同努力,完成了380km/h焊接大部件底架组成的宏程序的设计及应用,并大规模应用到实际生产过程当中,一方面提高了加工效率,改善了加工环境,另一方面大大降低了机床占用时间,提高效率达三倍之多。另外,宏程序的应用,降低了生产成本,有利于实现“节能、降耗、减排、增效”的科学创新重点。
参考文献
1 王丽英 机械制造技术 北京:中国计量出版社,2003
2 陈家芳等 使用金属切削加工工艺手册 上海:上海科学技术出版社,1996
3.顾京 数控机床加工程序编制 北京:机械工业出版社,2001
1

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



