阳春新钢铁有限责任公司
摘要:为了简化炉下钢水车多地操作采用继电双联控制,本文采用一套西门子S7-1500plc结合ET200sp远程站,采用profinet通讯,通过赫斯曼交换机组成星型网络的控制技术措施进行了详述,自主设计一种基于plc控制实现多地集散控制及管理的方法,对错综复杂的硬接线电控系统进行优化改造,在公司两座转炉炉下钢水车应用取得较满意的成果。
关键词:西门子S7-1500plc;profinet通讯;星型网络;集散控制;
前言:炼钢转炉炉下钢水车是把转炉出钢完成后的钢水罐转运到下一道工序进行冶炼的车辆。钢水车涉及到多地正反转操作,钢水车选台由炉前控制,CAS精炼站有操作权,无选台权。
钢水车原始设计为plc控制,属于转炉氧枪系统子站ET200M机架的I/O模块设备。因炉下工况问题,经常导致控制电缆烧损引起控制系统I/O模块跳电,钢水车无法动作,严重时出现窜电烧损系统模块,引起氧枪plc系统profibus-dp通讯故障,导致整个系统的设备无法动作。项目投产前期,两座转炉均有发生因,当时把plc控制改为继电控制,但因涉及到多地操作及权限选择,继电控制线路错综复杂,对日常维护及排故带来困难,为解决此技术难题,对采用独立plc控制,结合西门子最新一代S7-1500plc的profinetI/O通讯,组成星型网实现集散控制,减少硬接线控制进行研究探讨。
1问题调查
原设计在改成继电控制后,转炉主控室和炉后摇炉室均可选台,为双联控制(图1),并联控制中继线圈,炉前(转炉主控室、炉后摇炉室)使用的常开触点,炉后(CAS精炼站冶炼位、CAS精炼站出钢位、钢水车机旁位)使用的是常闭触点,正反转控制多地操作为并联模式。该继电控制设计存在以下缺陷:1、无钢水车电机运行反馈;2、无设计热继电器,短路后直接定跳上级断路器;3、多回路控制并联模式,任意一地操作,其它回路线路均处于带电状态;4、电气设备布线横跨C-D-E-F厂房垮,出现故障排查难度大。
![]()
![]()
![]()
![]()
零线
![]()
![]()
![]()
![]()
![]()
![]() 火线
火线
![]()
![]()
![]()
![]()
![]()
主控室转换开关 炉后摇炉室转开关
图1:控制回路
2 技术措施
2.1 plc集散控制系统硬件设计如下:
根据现有钢水车的工艺控制要求,利用利旧主回路电气柜,设计一套采用S7-1500plc作为控制回路,plc柜、电气柜安装炉下钢水车电子站。各操作“台/箱”柜内设计ET200sp远程站,配置西门子I/O模块,远程站与主plc采用profinet通讯,通过赫斯曼交换机组成星型网,具体设计如图2
![]()
![]()

1
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]() 2
2
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

3 4 5 6 7
图2采用plc控制结构图
![]()
![]() 图中:1:西门子s7-1500plc系统;2:赫斯曼交换机;3:CAS精炼站冶炼位远程站;4:CAS精炼站出钢位远程站;5:钢水车机旁远程站;6:炉后摇炉室远程站;7:转炉主控室远程站。 线代表网线, 代表光纤。
图中:1:西门子s7-1500plc系统;2:赫斯曼交换机;3:CAS精炼站冶炼位远程站;4:CAS精炼站出钢位远程站;5:钢水车机旁远程站;6:炉后摇炉室远程站;7:转炉主控室远程站。 线代表网线, 代表光纤。
2.2 plc控制硬件组态

图3硬件组态
2.3 控制逻辑开发
为了确保控制系统稳定性,避免因外部故障或软件操作错误导致系统故障停机,增加相应中断块:

图4软件组态系统中断块
2.3.1OB80:时间错误(OB80:处理时间故障、CIR(Configuration In Run)后的重新运行等功能,例如OB1或OB35运行超时,CPU自动调用OB80报错,如果程序中没有创建OB80,CPU进入停止模式。)
2.3.2 OB82:诊断错误(OB82:诊断中断,如果使能一个具有诊断中断模块的诊断功能(例如断线、传感器电源丢失),出现故障时调用OB82,如果程序中没有创建OB82,CPU进入停止模式。诊断中断还对CPU所有内外部故障,包括模块前连接器拔出、硬件中断丢失等作出响应。)
2.3.3 OB86:机架故障或分布I/O故障(用于处理扩展机架(不适用于S7-300系列)、PROFIBUS-DP主站、PROFIBUS-DP或PROFINET I/O分布I/O系统中站点故障等事件,事件出现,CPU自动调用2.3.4 OB86报错,如果程序中没有创建,CPU进入停止模式。)
2.3.5 OB121:编程错误(OB121处理与编程故障有关的事件,例如调用的函数没有下载到CPU中、BCD码出错等,)
2.3.6 OB122:I/O访问错误(OB122处理与I/O地址访问故障有关的事件,例如访问一个I/O模块时,出现读故障等)
通过增加相应中断块,对于因外部故障或软件编写的故障进行中断处理,避免影响系统停机
2.4开发远程站多地控制程序及实现功能:
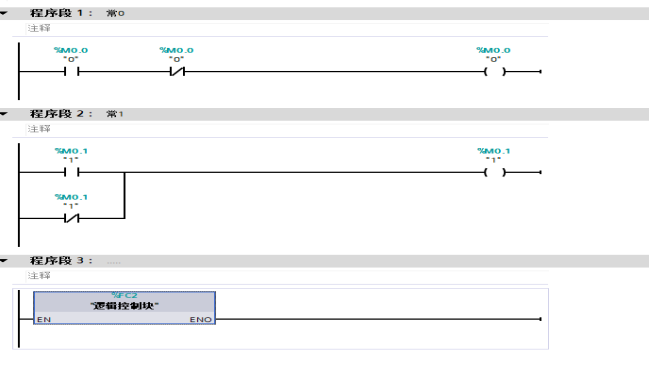
图5程序控制开发
2.4.1实现钢水车多地控制选择权状态指示;
2.4.2钢水车接触器动作反馈状态显示;
2.4.3钢水车正/反向运行状态反馈显示;
2.4.4钢水车运行电流时时历史记录监测;
3 改进效果
通过自主设计,对钢水车原继电控制改plc控制结合远程站,采用网络通讯的方式使用网线或光缆替代了控制回路电气线路设计,解决了原多地继电控制线路错综复杂,不便于排故障的问题,同时对钢水车的操作及运行状态通过程序控制实现,让日常点巡检更加简单明了。对钢水车运行电流进行采集,通过运行电流趋势图时时监控,替代人工每班次测量电机电流的工作,降低劳动强度。对钢水车瞬时打反车正反向操作增加时间软继电器,规避操作陋习,消除重载设备打反车操作对机械传动造成的冲击导致传动联轴器疲劳甚至断裂的问题。综上所述,通过对控制方式进行改进,从维护及操作都得到了质的提高,为后续钢水车实现一键操作奠定了基础。
4 结语
炉下钢水车多地继电控制改plc控制应用,具有以下优点:
4.4.1实现分散控制集中管理;
4.4.2简化控制线路,易于维护;
4.4.3实现信号点采集,降低劳动强度;
4.4.3提高自动化水平,为系统联动做铺垫;
参考文献:
[1].翟红星.西门子S7系列PLC在自控系统中的应用[J].冶金管理,2020(03):64+66
[2].[王斌,曲杰,张国旭,等.PROFINET总线技术在西门子TIA博途软件中的应用[J].锻压装备与制造技术.2015,(6):79-83.
第一作者简介:徐慧明 中级电气工程师,从事电气及自动化设备软硬件日维护及管理。

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



