青岛中车四方轨道车辆有限公司 山东省青岛市 266000
摘要:窄轨车转向架构架侧梁为长直箱型结构,目前普遍采用机械手焊接,而焊接工艺的合理性直接影响着梁体的焊接变形及后处理难度。本文结合车间实际生产分析这种长直箱型结构形式的侧梁机械手焊接变形规律及影响因素,制定合理的焊接工艺以减弱梁体的焊接变形。结果表明,通过优化焊接顺序及采用刚性固定的方式可以有效控制箱型侧梁的焊接变形,不仅减小焊缝残余应力,同时减少了焊后对变形热调修所需的时间和生产成本。
关键词:构架侧梁;机械手焊接;焊接工艺;焊接变形;刚性固定;应力
![]()
1 序言
本文重点介绍窄轨车构架侧梁焊接生产中进行的焊接机械手方面工艺研究及应用情况,结合车间实际生产,通过跟踪统计分析箱型侧梁机械手焊接变形规律及影响因素,从而制定合理的机械手焊接工艺,以达到降本增效,提高后工序装配精度及机加工质量的目的,同时也为后续机械手在机车构架中的工艺推广提供具有价值的借鉴[1-3]。
2工艺准备
2.1钢材性能
侧梁组成所用的钢板全部为S355J2W钢材,碳当量(CE)≤0.43,产品成分及规定极限值允许偏差执行EN10028标准。
![]()
2.2焊材性能
根据车间生产实际并遵循等化学、等强或者高强匹配的原则,焊丝型号EN ISO14341-A G46 4 M21 Z3CrNiCu Φ1.2mm气体保护焊丝,焊丝执行14341-A标准,焊丝通过DB和CE认证,并通过焊丝熔覆金属评定试验。
2.3焊接可行性
窄轨车构架侧梁立板与盖板焊缝长2020mm,立板板厚8mm,立板与上下盖板形成HY形50°坡口,为保证产品质量及提高生产效率,这种长直箱型结构的梁体在工艺上优先考虑进行机械手自动化焊接。
3 机械手焊接工艺设计
3.1 机械手及机械手焊接夹具选型
根据车间生产实际生产选用麦格米特 PM500FR型号的KUKA焊接机械手,侧梁组成如图1所示。
图1 侧梁夹具组成及装夹方式 |
图1所示,在侧梁组成工装横向位移方向通过定位块进行固定,防止侧梁在焊接过程中及侧梁在转胎旋转过程中发生横向位移。压紧丝杠为比较通用的压紧结构,这种压紧丝杠可有效控制焊接变形。针对特殊的结构设计,实践证明这种定位方式准确,焊后的侧梁组成变形控制在公差范围,为侧梁组成的焊接工序保质保量完成奠定基础。
3.2 焊接工艺设计
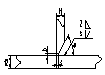
根据图示焊接顺序及焊接参数编制机械手焊接程序,并在(PA)位置进行侧梁外体长焊缝CO1-CO4的焊接,焊缝设计要求及机械手焊接顺序如图2,焊接参数见表1.其中1、2、3、4为打底焊接,5、6、7、8为填充焊接,9、10、11、12为盖面焊接。打底、填充、盖面焊缝层与层之间接头错开10~20mm方便后续焊接接头打磨处理,层间温度控制在200℃以内。
![]()

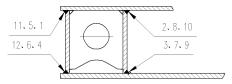
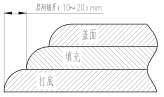
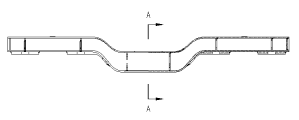
图2 焊接设计要求及机械手焊接顺序
表1 机械手焊接参数
WPS编号No.WPS-ZX-6138(自动焊) | 位置 | 焊道 | 焊接方法 | 电流特性 | 焊材规格/mm | 电流强度/A | 电弧电压/V | |
t1=t2=8mm |
| PA | 1 | 135-D | 脉冲 | φ1.2 | 200 | 24 |
b(mm):0~1 | PA | 2 | 135-P | 脉冲 | φ1.2 | 230 | 26 | |
α(°):60~70 | PA | 3 | 135-P | 脉冲 | φ1.2 | 230 | 26 | |
焊缝尺寸(mm):S1(6)+z1(5) | 注:电源:伏能士 TPS 500i;机器手:库卡 KR5ARC,6轴+焊接电流、焊接电压、焊接速度允许上下浮动10% | |||||||
![]()
3.3 机械手焊接分析
根据图示设计的焊接顺序及要求完成了32根侧梁的批量生产,焊缝成型良好,侧梁外侧焊缝焊后进行100%目测检测、超声波及磁粉探伤检测,焊缝表面质量满足ISO5817-B要求,产品机械手焊接效果如图3所示。

图3a 侧梁机械手焊接焊缝外观

图3b 侧梁机械手焊接焊缝外观
4 结束语
通过焊接机械手焊接窄轨车侧梁,实现了侧梁打底、填充、盖面共12条焊缝编程后的一次性焊接成型。
焊接机械手应用于转向架构架侧梁的焊接,能充分发挥焊接机械手焊接长大焊缝、规则焊缝的优势,减少转向架构架关键部件的手工焊接,确保了关键部件焊缝质量,极大的提高了焊接效率,提高了转向架构架的可靠性。
同时也为后续机械手在机车构架中的工艺推广提供具有价值的借鉴。
参考文献:
[1] 李晓明,孙德伟.焊接结构件焊接变形的控制[J].铁道车辆,2010(5):71-73.
[2] 朱志民,方孝忠,周勇,等.工业机器人在轨道交通制造中的应用现状及发展趋势[J].金属加工,2021 (1):7-12.
[3] 崔晓芳,岳红杰,兆文忠,等.高速机车构架侧梁的焊接顺序[J].焊接学报,27(1):101-108.
![]()

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号