上海小方制药有限公司
摘要:随着科技进步和药品监管要求的不断提高,理化检测的方法和技术也在持续发展,从而能够更加精确地评估药品的质量。理化检测不仅涉及到成品的质量控制,还包括原料、中间体和辅料的检测,确保了从源头到成品每一个环节的质量安全。基于此,本文主要围绕理化检测在药品生产中的重要性及质量控制进行研究,以期为药品行业的生产工作提供有益参考。
关键词:理化检测;药品生产;重要性;质量控制
引言:药品生产的质量控制对于保障药品的安全性、有效性和一致性至关重要。理化检测能够确保药品成分的准确性和含量的一致性,避免因成分偏差而影响药品效果。通过对药品中可能存在的有害物质进行检测,理化检测保障了药品的安全性。理化检测还涉及到药品稳定性的评估,确保药品在规定的保存条件下的有效期内保持稳定。因此,强化理化检测在药品生产中的应用,对提升药品质量、保护消费者健康具有重大的意义。
一、理化检测在药品生产中的重要性
(一)确保药品的成分准确性
在药品生产中,理化检测起着至关重要的作用,其核心目标在于确保药品的成分准确性。药品的成分准确性直接关系到药品的安全性、有效性和质量稳定性。通过理化检测,可以验证药品中的活性成分是否符合配方要求,确保药品的有效性;同时,检测也能够排除掺假掺杂的可能,保证药品的纯度和安全性。此外,理化检测还能帮助监控药品生产过程中的各项关键参数,包括溶解度、稳定性、PH值等,从而确保药品的质量稳定性和一致性。这种系统的检测不仅可以提前发现潜在的质量问题,还能够帮助生产商对生产流程进行优化和改进,提高药品生产的效率和质量水平。
(二)确保药品的稳定性和纯度
在药品生产中,理化检测扮演着至关重要的角色,其重要性体现在确保药品的稳定性和纯度方面。一方面,稳定性是药品质量的核心指标之一,直接影响药物在储存、运输和使用过程中的有效性。通过理化检测,可以评估药品在不同条件下的稳定性,包括温度、湿度、光照等因素对药品质量的影响,从而制定合理的保存条件和有效期限,确保药品在整个生命周期内始终保持其疗效。另一方面,纯度是药品安全性和治疗效果的保障。理化检测能够检测药品中的杂质成分以及可能存在的不纯物质,确保药品符合规定的纯度标准。这对于避免药品因杂质导致的不良反应、药效降低或者对患者产生其他潜在危害至关重要。通过严格的理化检测,可以及时发现并清除不符合规定的成分,保证药品的安全性和治疗效果。
(三)保证药品的安全性和有效性
通过理化检测,药品生产商可以验证药品的成分准确性和纯度,以及确保药品在存储和运输过程中不发生质量变化。这些检测可以帮助生产商遵守严格的法规要求,确保药品符合世界卫生组织和其他相关机构的标准,从而保证患者在使用药品时不会受到有害物质的侵害。另外,理化检测还可以帮助生产商验证药品的稳定性和溶解度,这对于确保药品在使用过程中的一致性和可预测性至关重要。药品的稳定性直接影响其有效期和使用效果,而溶解度则决定了药品在体内的吸收速度和程度。通过精确的理化检测,生产商可以及时发现和解决潜在的质量问题,确保药品在不同条件下的稳定性和可靠性。
二、药品生产中常见的理化检测技术和方法
在药品生产中,理化检测技术和方法至关重要,以确保药品的质量和安全性。常见的技术包括质量控制中的高效液相色谱(HPLC)和气相色谱(GC),以及药品成分分析中的红外光谱法(IR)和核磁共振(NMR)。HPLC是一种高灵敏度的分离技术,用于检测药物中的杂质和成分含量,而GC则主要用于气体和挥发性化合物的分析。红外光谱法通过分析分子的振动和伸缩运动来鉴定物质,常用于鉴定药品中的功能基团。核磁共振则能提供关于分子结构和原子环境的详细信息。此外,药品的溶解度、稳定性和晶型也需要定期检测,这可以通过热分析技术如差示扫描量热法(DSC)和热重分析(TGA)来完成。DSC可用于研究药品的熔点和玻璃化转变,而TGA则用于测量药品的热分解温度和含水量。综合运用这些理化检测技术和方法,可以全面评估药品的质量特性,确保其符合相关标准和法规要求,从而保障患者的用药安全[1]。详见图1,高效液相色谱检测示意图。
图1,高效液相色谱检测示意图。
三、理化检测在药品质量控制中的应用
(一)原料药和辅料的检测与评估
原料药的质量直接影响到最终药品的有效性和安全性,因此对其进行全面准确的检测至关重要。一种常见的原料药检测方法是使用高效液相色谱(HPLC)技朧,通过检测原料药中的杂质和纯度来评估其质量。举例来说,对于阿司匹林这种常见的原料药,HPLC技术可以准确检测其中水分含量、杂质种类及含量,确保原料药达到规定的质量标准。
在辅料的检测与评估方面,辅料作为药品中的非药用成分,在药品制备过程中起着重要的作用。常见的辅料包括填充剂、分散剂等,其质量也必须得到严格控制。例如,在制备片剂时,使用的填充剂必须符合相关标准,否则可能影响片剂的稳定性和药效。对于辅料的检测,常用的方法包括红外光谱分析、热重分析等。通过这些技术手段,可以准确评估辅料的纯度、稳定性以及与其他成分的相容性,确保药品的质量
[2]。
除了原料药和辅料的检测外,还需对药品的成品进行全面的理化检测。成品药的理化性质直接关系到药品的安全性和有效性,因此必须进行严格的检测。常见的成品药检测方法包括溶解度测试、含量测定、溶出度测试等。通过这些测试,可以评估药品中活性成分的含量、释放速度等关键参数,确保药品符合规定的质量标准。
(二)生产过程中的监控与控制
监控和控制生产过程中的关键参数和指标是确保药品质量稳定性和一致性的关键步骤。
一是监控生产环境的温度、湿度和压力等参数。通过使用各种传感器和监测设备,可以实时监测这些参数,确保生产环境符合设定标准。举例来说,对于某些药品生产,如生物制剂,温度和湿度的控制对于细胞培养和生长至关重要。
二是监控化学成分。通过定期取样并进行化学成分分析,生产人员可以确保原材料和中间产物符合规定的标准。例如,在制药过程中,药品的纯度、溶解度和含量等参数必须严格控制,以确保最终产品的质量。理化检测方法如高效液相色谱和质谱分析等技术可用于精确测定化合物的含量和纯度。
三是加强微生物控制。通过监测微生物的存在和数量,可以确保药品不受微生物污染而导致质量问题。举例来说,注射剂的生产中需要进行微生物菌落计数和培养试验,以确保产品的无菌性。
通过监测和控制生产环境参数、化学成分和微生物等因素,生产企业可以确保生产的药品符合法规标准,并保证药品的安全性和有效性。这些措施不仅可以提高药品生产的质量,还可以保障患者的用药安全。
(三)最终产品的质量评估
在药品质量控制中,理化检测在评估最终产品质量方面发挥着至关重要的作用。这一过程涉及多个步骤,可以确保药品符合规定的标准,从而保证疗效和安全性。
首先,最终产品的质量评估通常从外观和标识开始。外观检查包括颜色、形状、纯度等方面,而标识则涉及产品的包装、标签等信息是否清晰、准确。例如,一个药片的颜色应符合标准,包装上的生产日期和批号应清晰可辨[3]。
其次,理化性质的测试也是评估药品质量的重要环节之一。这包括药品的溶解度、粒度、含量测定等。以药片为例,其溶解度测试可以评估其在体内的释药性能,而粒度和含量测定则能确保每片药品中有效成分的含量符合要求。这些测试结果直接关系到药品的质量和疗效。
此外,药品的稳定性也是评估最终产品质量的关键指标之一。稳定性测试可以评估药品在不同条件下(如温度、湿度)的变化情况,以确保其在有效期内保持稳定性和疗效。举例来说,某种液体药品在高温条件下可能会发生分层或沉淀,稳定性测试可以帮助制定储存和运输条件,确保产品质量。
(四)药品的稳定性研究和监测
在药品质量控制中,理化检测在药品稳定性研究和监测方面扮演着至关重要的角色。药品的稳定性是指药品在其规定的储存条件下,经过一定时间后,其质量、效力以及物理化学特性是否能够得到保持的能力。通过对药品稳定性的研究和监测,能够确保药品在生产、运输、储存和使用过程中能够保持其有效性和安全性。
在药品稳定性研究中,理化检测方法广泛应用。其中,热分析技术是一种常见的方法,包括热重分析(TGA)、差示扫描量热法(DSC)等。这些技术可以帮助评估药品在不同温度下的稳定性,了解其热性质和热分解过程,从而为药品的贮存条件提供科学依据。通过TGA可以确定药品在高温下的稳定性情况,为合理设定储存温度提供数据支持。
光谱学方法也在药品稳定性研究中发挥着重要作用,如红外光谱(IR)、紫外-可见光谱(UV-Vis)等。这些方法可以用于监测药品分子结构的变化,检测可能的降解产物以及评估药品在光照条件下的稳定性。通过IR光谱可以观察药品分子结构的变化,从而推断其稳定性受到的影响。详见图2,布洛芬的紫外吸收光谱。
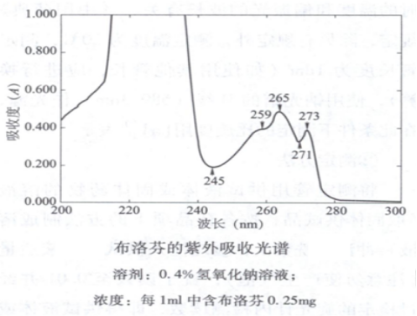
图2,布洛芬的紫外吸收光谱。
离子色谱法(IC)和气相色谱法(GC)等色谱技术也常用于药品稳定性研究中。这些技术可以用于检测药品中杂质的生成和变化,评估药品在不同条件下的稳定性。通过GC可以检测药品中挥发性成分的变化,帮助评估药品在不同储存条件下的挥发性稳定性[4]。详见如图3,气相色谱法测定中药材中有机氯non药残留量。

图3,气相色谱法测定中药材中有机氯non药残留量。
结语:综上所述,理化检测在药品生产的质量控制中发挥着至关重要的作用。它不仅确保了药品的安全性、有效性和一致性,而且促进了药品生产技术的进步和创新。随着检测技术的不断发展和完善,理化检测的准确度和灵敏度将更高,能够更好地满足药品质量控制的需求。因此,加强理化检测能力,不断提升质量控制水平,是药品生产企业提升竞争力、赢得市场信任的关键。未来,理化检测将继续在保障药品质量和促进公共健康方面发挥着更加重要的作用。
参考文献:
[1]李小莎.细节管理在食品药品检验实验室质量管理中的应用[J].现代食品,2020,(11):55-56.
[2]耿继泉.浅析药品微生物检测的质量管理[J].临床医药文献电子杂志,2018,5(65):197-198.
[3]刘嘉良.无菌药物生产环境中微生物的检测及控制研究[J].科技资讯,2018,16(18):246-247.
[4]李松播,王自强,邵泓,等.聚合酶链式反应技术在药品质量控制领域中的应用[J].中国药师,2020,23(01):130-133.

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



