(中国中车长春轨道客车股份有限公司,吉林 长春 130062)
摘要:转向架构架是轨道车辆的重要承载部件,其焊接质量直接影响行车安全。转向架实际服役过程中会出现封头焊缝因焊接缺陷而开裂的情况,明确封头焊缝的施焊方法和焊缝修磨方法可有效减少焊缝缺陷,降低焊缝返修几率。
关键词:构架焊接,封头焊缝,焊缝修磨
0 引言
转向架是轨道客车的走行部,能相对车体回转的一种走行装置,是车辆上最重要的部件之一。转向架直接承载车体重量,保证车辆轮廓在各种规定的静、动态条件下保持在规定的限界以内,且车辆能够顺利通过曲线,同时满足车辆安全和舒适的性能指标。目前转向架构架多采用H型焊接结构,构架的焊接质量直接影响转向架的安全性。在构架服役过程中,交变载荷下个别焊缝出现开裂现象,且开裂位置多位于封头焊缝处。本文选取转向架构架的典型封头焊缝为例,介绍了封头焊缝的施焊及修磨规范。
1 转向架构架封头焊缝
转向架构架为横梁和侧梁焊接组成,如下图图1所示。其中构架、侧梁、横梁、电机吊座、安装支架等部件均涉及大量封头焊缝,包括管板组焊接头、板板组焊接头等。焊缝封头位于主焊缝的端部,封头焊接后其焊趾垂直于主焊缝方向,其焊接接头可以采用角接、对接、搭接的接头形式,典型管板角接封头焊缝如下图图2所示。
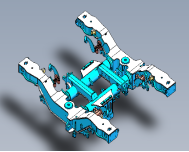
图1 转向架构架示意图

图2 典型封头焊缝示意图
2 工程实际应用
在列车实际运行服役过程中,个别受承载力或非受承载力部件在行驶中受交变载荷的影响下,会在封头焊缝处出现裂纹甚至断裂的情况。城铁A型车构架纵向梁齿轮箱安装吊座曾出现断裂问题,齿轮箱安全吊座焊接在齿轮箱吊台上,主要作用在于固定齿轮箱安全吊,当齿轮箱出现脱落情况,安全吊起到二次防脱作用。焊缝是钝边1mm的非全熔透对接焊缝。对案例中齿轮箱吊座一侧的断口进行观察,可见明显的疲劳贝壳线,断口属于疲劳断口。下半部分断口有较大的未熔合等焊接缺陷,裂纹起源于封头焊接缺陷处。
转向架装配件同样会在封头焊缝处出现裂纹甚至断裂的情况。城铁A型车转向架装配件端梁安装座曾出现裂纹问题。裂纹位置位于焊缝封头处,并向外部延伸。端梁安装座工作中振动受力,使安装座筋板与盖板连接处封头焊缝内部缺陷位置应力集中[1],在此处萌生疲劳裂纹。
3 焊接方法
在高铁车、城铁车的转向架构架生产中,封头焊缝采用断弧点焊堆积方法,此方法易出现焊缝内部不熔合缺陷,同时焊缝焊道排布不规律,成型后整体焊缝不美观,如下图图3所示。

图3 断弧点焊堆积封头焊缝示意图
采用断弧点焊堆积方法焊接封头焊缝时,焊缝表面易出现咬边、焊瘤等缺陷,焊缝内部易出现不熔合等缺陷,需进行焊缝返修补[2]。针对焊缝表面缺陷需进行探伤检验,以目测和磁粉探伤为主。检验确认缺陷后需通过合适的磨削工具,包括角向砂轮、旋转锉等将缺陷磨削去除,并通过探伤确认缺陷是否去除干净。针对焊缝内部缺陷,可通过超声波探伤或射线探伤方式进行检验,确认缺陷后通过合适磨削工具去除,并再次通过目视或磁粉探伤方式确认缺陷是否去除干净。以上两种缺陷去除后,当需补焊时应将需补焊部位修磨成“U”型坡口,以便于焊接和熔合。焊修后用砂轮和抛光片等工具对焊缝及过渡区域进行修磨,使焊缝与母材之间圆滑过渡。
采用断弧点焊堆积方法焊接封头焊缝时,焊缝成型不美观,各处焊点焊角尺寸不一,对焊后修磨焊缝及过渡区域增加了大量工作,并且修磨后同类型焊缝尺寸和角度因操作个体差异化原因很难达到外观效果一致。
对断弧点焊堆积方法进行优化,由断弧点焊改为小电流连弧立焊,连弧立焊方法示意图如下图图4所示。采用连弧立焊方法后,封头焊缝外观为燕尾梯形,由多层焊缝堆焊而成,焊接实物图如下图图5所示。连弧立焊避免了断弧点焊三面堆积成型的不良外观,“之”字形连弧立焊后焊道规整密集,提升整体美观效果,并且因其规整外观降低了焊后修磨的工作量。
图4 连弧立焊方法示意图

图5 连弧立焊实物示意图
连弧立焊降低了原电弧点焊焊瘤及不熔合等缺陷出现的概率,提升了转向架构架整体焊接的工业化品质,免去了因焊缝缺陷处理所需的探伤检验、去除缺陷、再次探伤确认、坡口修磨和补焊及焊后修磨的多道生产工序,不仅节约了修磨、转序、探伤、焊接的直接人工成本,并且减少了焊缝返修所需的焊丝、探伤悬浮液等原辅材料和抛光片、旋转锉等工具的成本消耗。同时间接减少了整个构架的制造周期,提高了转向架的生产效率,进一步提升企的经济效益。
4 修磨方法
采用连弧立焊焊接方法后,进一步对焊后修磨方法进行规范。封头焊缝焊接前,先通过磨片对封头焊缝端部位置进行抠角处理,打磨去除掉主焊缝起收弧位置的焊接缺陷,如下图图6所示,再采用连弧立焊方法进行封头焊接。
焊后先通过拔型砂轮对焊缝表面进行整体修磨,再通过圆柱型旋转锉对封头焊角尺寸进一步修磨,并采用锥型旋转锉对棱边及尖角位置进行修磨,最后通过千叶片进行焊缝外观整体抛光,截面最终达到燕尾梯形,实物如下图图7所示。通过千叶片在焊趾向外15~20mm区域进行修磨,与母材自然过渡。主焊缝方向修磨长度为从封头焊缝焊趾处向焊缝方向35~40mm,周边母材区域修磨后的痕迹须归方,如下图图8所示。规范整体修磨方法后,对封头焊缝焊前主焊缝起收弧内部缺陷进行有效控制,并且使封头焊缝焊后与母材自然过渡
[3],同类型封头焊缝外观达成一致。

图6 焊缝抠角示意图

图7 修磨后封头焊缝示意图

图8 焊缝周围区域归方示意图
5 结束语
通过分析封头焊缝实际工程中的应用,优化封头焊缝施焊及打磨方法,降低受交变载荷影响致使封头焊缝出现开裂的问题概率,减少人工、原辅材及工具等的成本浪费,对转向架构架整体焊缝的工业化品质进一步提升,对构架整体的生产周期进一步缩短。不仅提高了列车运行的安全性,同时降低了我司售后成本支出。
[参考文献]
[1]李传龙,等.机车转向架焊接结构设计[J].机车车辆工艺,2017,3:24-25.
[2]常力,等.多次返修焊对S355J2W+N钢焊接接头中值疲劳寿命的影响[J].机车车辆工艺,2014,3:32-45.
[3]EN15085:2023,Railway applications-welding of railway vehicles and components[S].

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网(www.qikanchina.com) 琼ICP备2021005105号



