河南中烟安阳卷烟厂
摘要:GDX2硬盒包装机组是当今卷烟包装设备中的主要机型。在长期的生产过程中,发现包装机停送内框纸离合器部件的电磁铁经常会发生过载现象,并发出刺耳的嗞啦声。这样电磁铁的电磁线圈就会被烧坏,需要经常更换电磁铁,不但影响了设备有效作业率,同时也增加了维修费用。为此针对内框纸离合器的结构进行分析、研究,找到改进的方法。
前言,GD包装机内框纸离合器使用的电磁铁的工作电压是交流24伏,最大行程8毫米,吸合力为38N。电磁铁是利用载流铁芯线圈产生的电磁力来操纵机械装置以完成预期动作,由电能转换成机械能的一种电磁元件。内框纸离合器的动作主要是由电磁铁的动铁芯向顶杆方向运动实现的。如果在运动过程中衔铁受力大于自身吸引力的阻力或和铁芯的间隙过大时,衔铁和铁芯就闭合不了,此时磁铁线圈中的电流会迅速增大,如不及时采取措施线圈就会被烧坏。另外由于其自身的结构特点,也易造成机车在高速运转过程中出现离合器工作不稳定的现象。
关键词:电磁铁过载;内框纸停供;离合器
1.1内框纸传动箱传动箱的运动是由主传动的内齿轮轴以每分钟400转的转速传入的,双联齿轮的一头与内齿轮轴啮合,将动力传至内框纸传动箱,另一头齿轮与固定在轴上的内齿轮联接,内齿轮通过键、销固定在轴上,因此带动整个内框纸系统传动。
1.2 其动力传入由轴左端通过圆锥销固定一对弧形圆锥齿轮对,经过弧形圆锥齿轮对的啮合传递,将水平运动转为垂直轴的运动。垂直轴是凸轮轴,其上装有二组凸轮,分别驱动吸嘴摆动和内框纸活动切纸 刀上、下运动,垂直轴的上端装有三组的弧形圆锥齿轮对将运动传递给马尔它轮机构,实现内框纸输送,裁切的间歇运动。因弧形圆锥齿轮内装有单向轴承,故不带动盘车手轮。
刀上、下运动,垂直轴的上端装有三组的弧形圆锥齿轮对将运动传递给马尔它轮机构,实现内框纸输送,裁切的间歇运动。因弧形圆锥齿轮内装有单向轴承,故不带动盘车手轮。
图1 内框纸传动箱
1.剔除电磁铁 2.线凸轮 3.轴 4.弧形圆锥齿轮对 5.传动箱 6.马尔它轮 7.空气过滤器 8.吸风脚座 9.二位三通
电磁阀10.活动切刀 11.手轮 12.凸轮 13.长手柄 14.支座

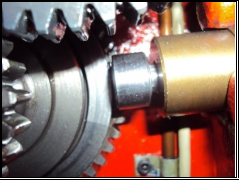
 1 53 滚动轴 56 顶杆 1 右 齿凸 12 左齿凸轮送内框纸
1 53 滚动轴 56 顶杆 1 右 齿凸 12 左齿凸轮送内框纸
图2 内框纸离合器结构图 图3 内框纸离合器结构图
GDX2硬盒包装机正常运转时,如果在3号轮之前出现剔除烟包的信号,停供内框纸离合器的电磁铁就会得电,推出顶杆56使滚动轴承53向前移动(见图2),迫使离合器右齿凸轮1克服弹簧压力向右移动,从而和固定不动的左齿凸轮12脱开(见图3),输送机构将停止输送一张内框纸,即在缺烟包相应的4号轮模盒内停止内框纸的送入

凸轮啮合状态输送内框纸

两凸轮脱开状态停内框纸
2.1 电磁铁过载
2.1.1 3号轮以前有连续剔除信号时电磁铁会连续得电。如果内框纸的离合器手柄置于主机脱开的位置时,电磁铁断电,离合器不动作;当内框纸离合器重新和主机连接后,电磁铁得电,由于离合器顶杆进槽的工作相位是220度,如果机车位于10-219度之间,离合器顶杆无法进入右齿凸轮槽,造成电磁铁动铁芯向前受阻,致使电磁铁因长时间过载被烧坏。

2.1.2 当电磁铁经过长时间工作会出现其后部的调节螺钉受到震动而松动后退,衔铁与铁芯的接触表面粘有油污、灰尘或有一定的磨损的现象,使得衔铁和铁芯的间隙增大,电磁铁无法正常吸合,也造成过载和噪声。

2.2 离合器离合动作不稳定
GDX2包装机在高速运转过程中,经常会出现离合器的顶杆在电磁铁的作用下,向前完成动作后顶杆不能及时复位的现象,造成内框纸多停一张,从而导致不必要停机。离合器动作不稳定的原因主要是由电磁铁的剩磁和复位弹簧老化造成的。
通过对内框纸离合器运行过程中存在问题的分析,暴露出了电磁铁自身的缺陷。因此,解决问题的关键是找一种能满足工艺要求,运行稳定的驱动离合器顶杆的控制器件实现停送内框纸。
3 改进措施
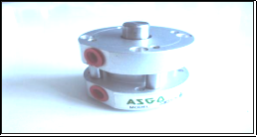
经过对内框纸离合器工作原理和传动部件的分析研究,以及查阅相关资料,决定采用电磁阀驱动单活塞式双作用气缸来取代电磁铁解决上述问题。单活塞式双作用气缸是在气缸两个腔分别输入压缩空气实现双向运动的气缸,与原有电磁铁相比具有以下优点:经济,节能,速度快,精度高,可靠性高,寿命长便于维护和保养。
3.1 气动元件的选用
3.1.1 气缸选用的型号是ASCO SM10,
工作压力4-8bar,工作模式双作用
3.1.1.1 气缸的推力
依据单活塞双作用气缸的推力公式:F=πd²P
公式中:d-气缸活塞半径(m) P-气缸的工作压力(Pa)
选用气缸的活塞半径d=0.005m , 气缸的工作压力P=500000Pa
气缸的推力F=3.14×0.005×0.005×500000=39N
由于GD包装机原机内框纸离合器电磁铁的吸合力为38N,现选用的气缸推力大于电磁铁的吸合力,能满足工作要求。
3.1.1.2 工作行程

 依据离合器顶杆推出的滚动轴承53的行程应大于3mm,即在3-8mm之间,所选用气缸的行程为5mm,能满足工作要求。行程在3-8mm之间
依据离合器顶杆推出的滚动轴承53的行程应大于3mm,即在3-8mm之间,所选用气缸的行程为5mm,能满足工作要求。行程在3-8mm之间
 顶杆的初始位置 顶杆进槽的最小位置 顶杆进槽的最大位置
顶杆的初始位置 顶杆进槽的最小位置 顶杆进槽的最大位置
3.1 气动元件的选用
3.1.2 电磁阀选用直流电压24V
功率4.5W
工作压力4-8bar
切换时间打开13ms
关闭23ms
 功能两位四通
功能两位四通
电磁阀
3.2 设计与加工气缸固定底座及端盖
根据选型的气缸和电磁阀,对原电磁铁的安装位置进行测绘,设计并加工固定件。如图4和图5:
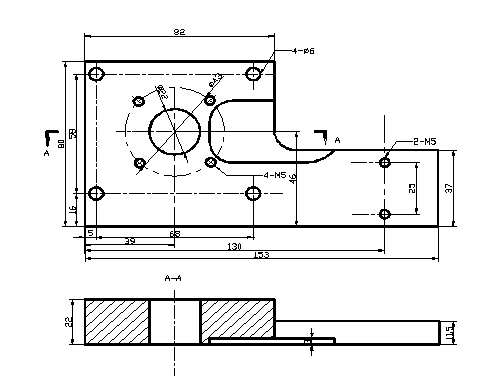
图4 固定气缸底座示意图

1、调节螺钉 2、固定气缸端盖
3、气缸4、固定气缸底座 6、连接座
图5 固定气缸端盖示意图
3.3 气缸安装与气路连接
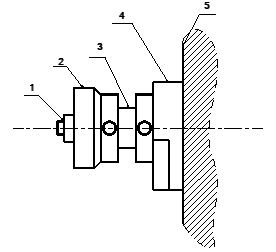
 用加工好的底座和端盖将气缸和电磁阀固定在原电磁铁的位置上见安装示意图6。
用加工好的底座和端盖将气缸和电磁阀固定在原电磁铁的位置上见安装示意图6。
图7 气路连接示意图
1、正压气源 2、电磁阀 3、气缸 图6 气缸安装示意图
由于GD包装机输出板可直接驱动小于0.7A的直流负载,改造后驱动气缸的电磁阀功率仅为4.5W,工作电流约为0.19A,可直接由输出板驱动,同时也省去了原电磁铁的驱动控制模块。电器线路改动:将N15输出板的2/770号线直接接到原电磁铁的输出端2/71号线上,原电磁铁的地线X26的435号线拆下接到X29的423号线上。
以上为改造后直流电磁阀的控制线路连接,见改造前后的电路图8和图9。

图8 改前的电气控制图

图9 改后的电气控制图
改进效果
4.1减少停机率,提高设备有效作业率。通过一段时间的运行,气缸的动作灵活准确,从根本上解决了因各种原因引起的电磁铁烧坏现象,提高离合器离合动作的稳定性 。改后离合器运行稳定,未出现过故障,保证设备正常运行。
4.2 降低维修费用,改前一套电磁铁和驱动模块约需要8000元,改后气缸和电磁阀只需3000元。改前电磁铁容易烧坏,其中一台机车一个月烧坏2块。经过统计,2020年烧坏电磁铁13块,驱动模块4件。2021年烧坏电磁铁12块,驱动模块3件。2022年大量改进后未进行维修更换备件,平均每年降低内框纸离合器的维修费用10多万元。
结束语:通过对GDX2内框纸部件离合器的改进,从根本上解决了电磁铁经常烧坏的故障,增加了离合器的稳定性,达到了降低维修费用的目的,并为下一步工作积累了经验。
由于本人水平有限,在这次论文写作中难免有不足之处,请各位评委老师批评指正!
参考文献资料:
[1]《YB45型硬盒包装机使用说明书》 上海烟草机械有限责任公司
[2]《YB45型硬盒包装机立体图册》 上海烟草机械有限责任公司
[3]《ZB25型包装机组》 中国科学技术出版社

客服QQ:30444492琼网文【2021】1550-113号
增值电信业务经营许可证:琼B2-20210322
出版物经营许可证:新出发龙华出字第(2021)009号
广播电视节目制作经营许可证:(琼)字第00779号
版权所有 ©2002-2024 期刊网 琼ICP备2021005105号



